Acceptance criteria for PCB (Printed Circuit Board) assembly ensure the production of high-quality products. The criteria focus on several key aspects:
Component Compatibility: All components must be compatible with the PCB. This means they should possess suitable mechanical, electrical, and thermal properties to function correctly together.
Component Placement: Components must be placed accurately on the PCB with correct orientation. Pins should be properly soldered to the pads to prevent electrical shorts and ensure reliable connections.
Solder Joint Quality: Solder joints should be properly shaped and sized to guarantee strong and reliable connections with minimal risk of failure.
Board Inspection: The entire board should be inspected for defects and to confirm it meets design specifications.
By adhering to these criteria, PCB assemblies achieve the highest standards of quality. Meeting these criteria is essential for a successful PCB assembly process. The most commonly referenced standard for PCB assembly quality is IPC-A-610.
What Is the IPC-A-610 Standard?
Get a free quote now!
IPC-A-610, also known as the “Acceptability of Electronic Assemblies,” is a widely recognized standard developed by IPC (Association Connecting Electronics Industries). This standard serves as a comprehensive guide for PCB assembly quality and is crucial for ensuring that electronic assemblies meet high-quality benchmarks. IPC-A-610 categorizes acceptance criteria into three classes:
Class 1: General electronic products where performance is not critical.
Class 2: Dedicated service electronics with higher reliability requirements, such as consumer electronics and laptops.
Class 3: High-reliability products for critical applications, including automotive, medical, military, avionics, and life support systems.
At ESPCBA, we adhere to IPC-A-610 Class 2 and Class 3 standards to ensure our PCB assemblies meet the highest industry quality standards. We also accommodate special customer requirements, including strict visual standards and unique packaging needs.
Differences Between IPC-A-610 Class 2 and Class 3
The IPC-A-610 standard defines visual acceptability criteria for electronic products. Understanding the differences between Class 2 and Class 3 is important for selecting the appropriate standard for your product. Here’s a comparison:
Aspect
IPC-A-600 Class 2
IPC-A-600 Class 3
Reliability
Normal
High
Cost
Normal
High
Copper Thickness
>=20um
>=25um
Industry
Consumer electronics, laptops, communications
Automotive, medical, military, avionics, life support systems
Inspection Standard
Lower standards for solder joints, material finish, terminals, connections, mechanical integrity
Higher standards for solder joints, material finish, terminals, connections, mechanical integrity
Choosing between Class 2 and Class 3 should consider the application’s requirements for reliability, appearance, and performance.
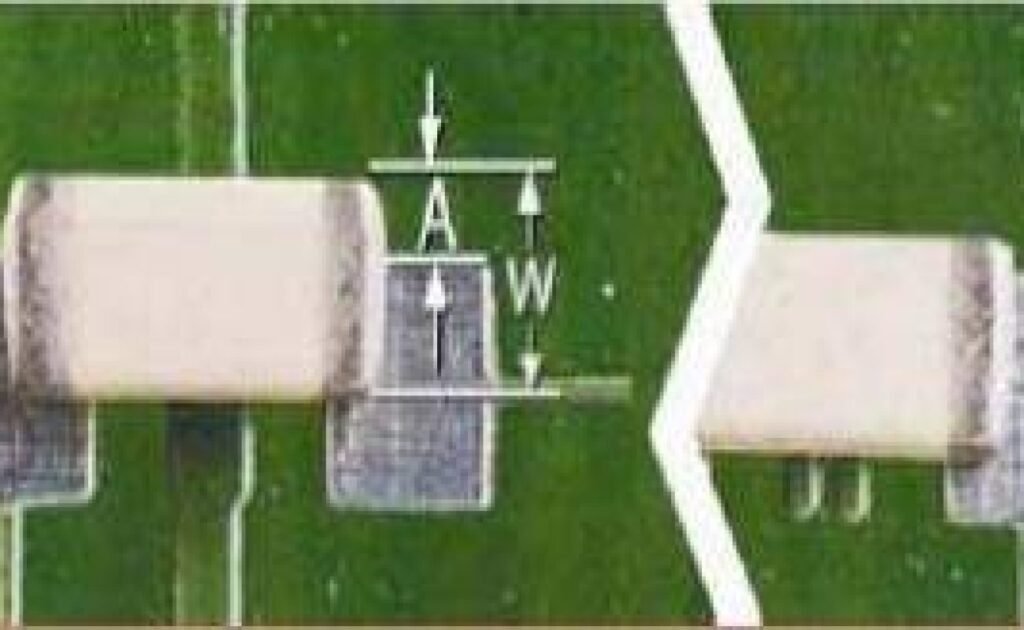
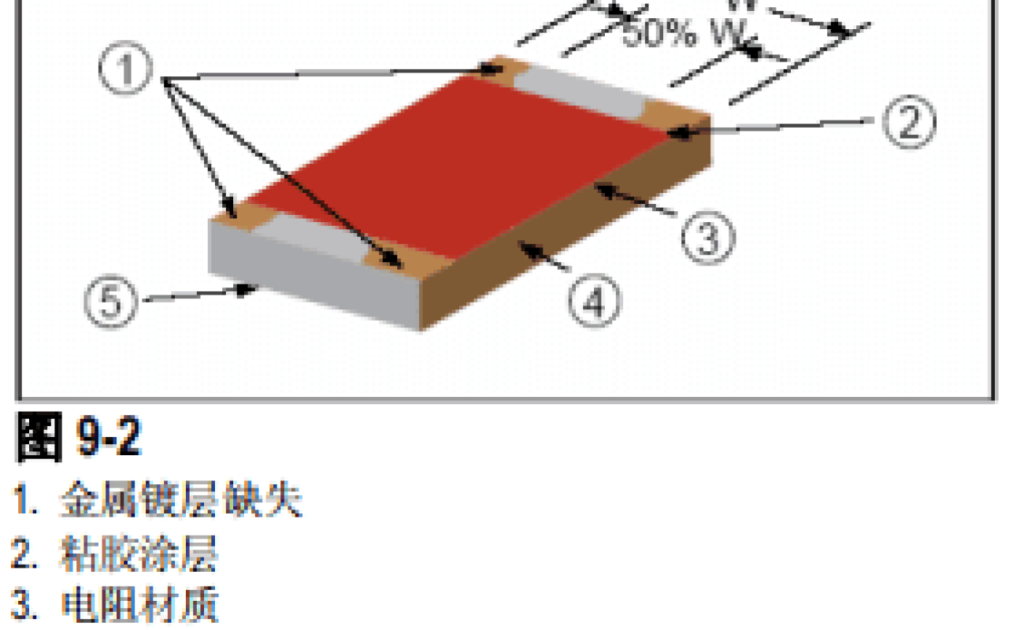
Offset
The side offset (A) is less than or equal to 50% of the width of the solderable end of the component (W) or 50% of the pad width (P), which is determined by the one with smaller width.
The lateral offset (A) is greater than 50% of the width of the solderable end of the component (W) or 50% of the pad width (P), which is determined by the one with smaller width.
No end offset allowed.
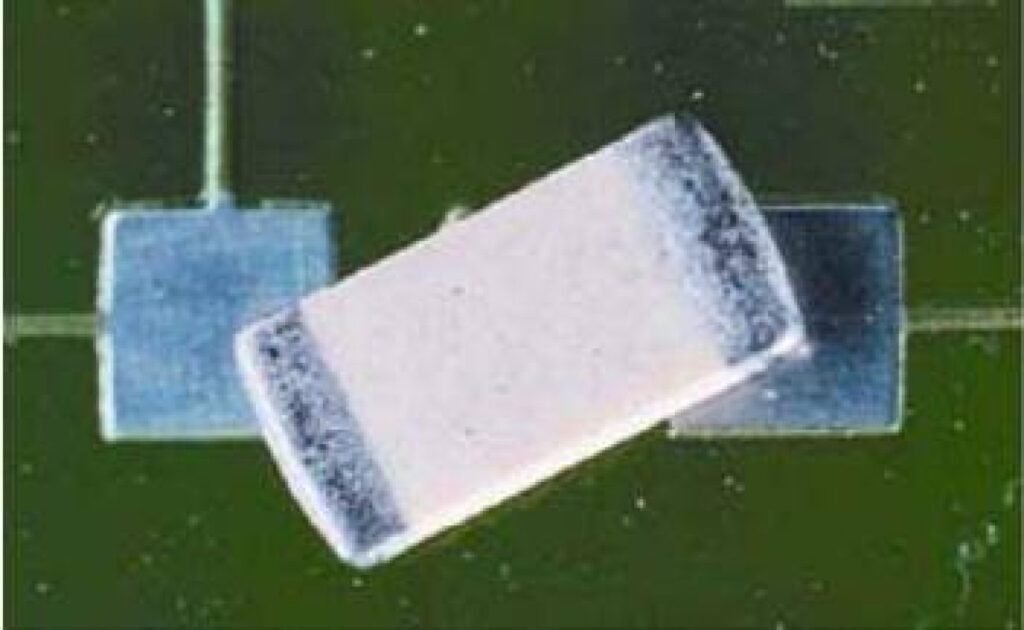
Unacceptable: The side offset exceeds 50% of the one with smaller width. The solderable end of the cylinder exceeds the width of the component diameter or 25% of the pad width.
Unacceptable: The lateral offset exceeds 50% of the one with smaller width.
Unacceptable: The offset of the solderable end is outside the range of the pad.
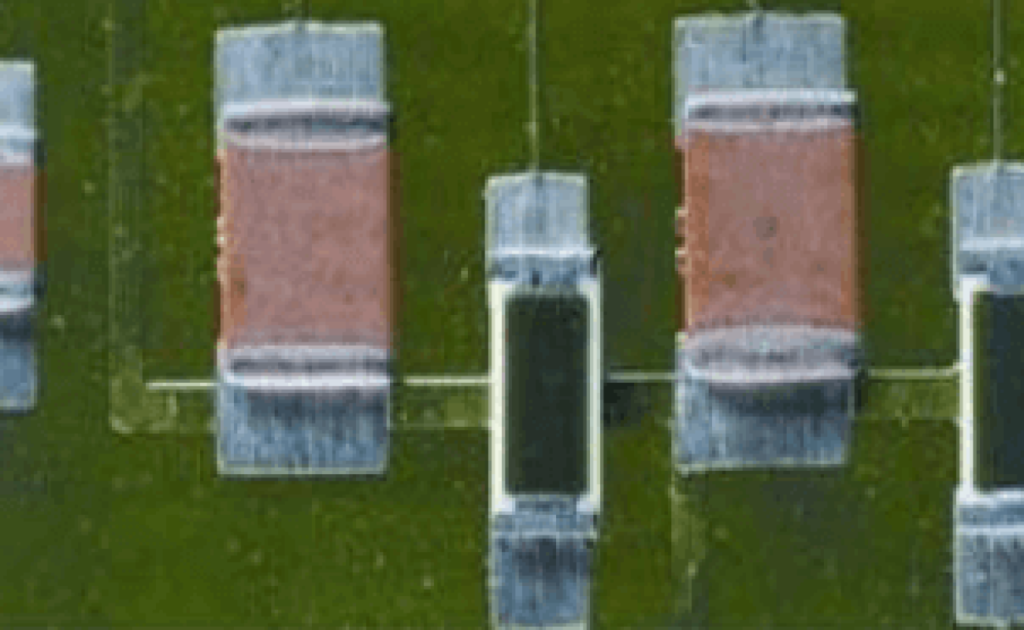
Less tin, more tin at solder end
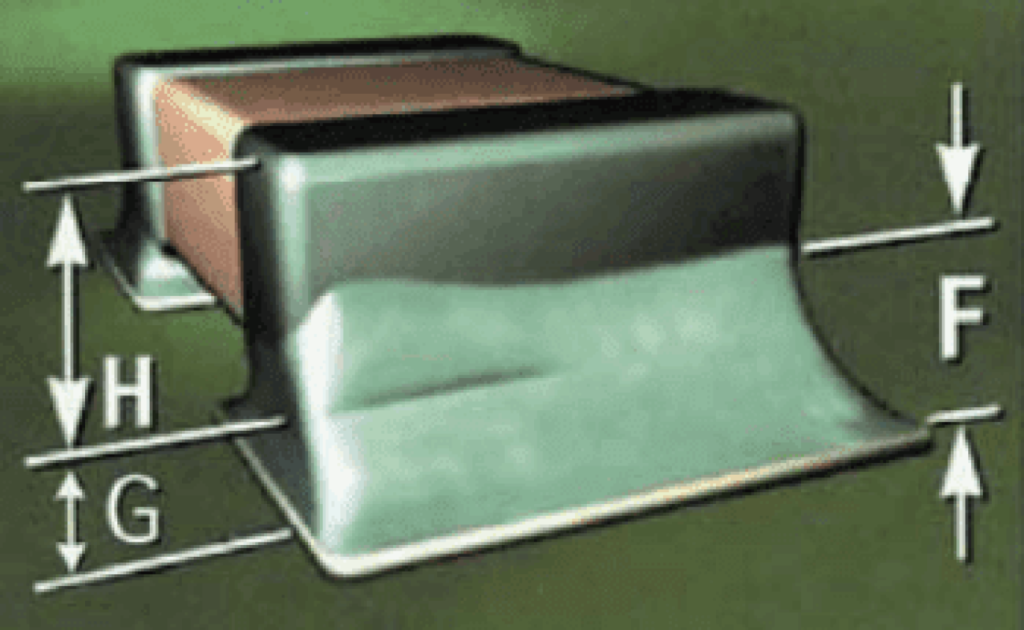
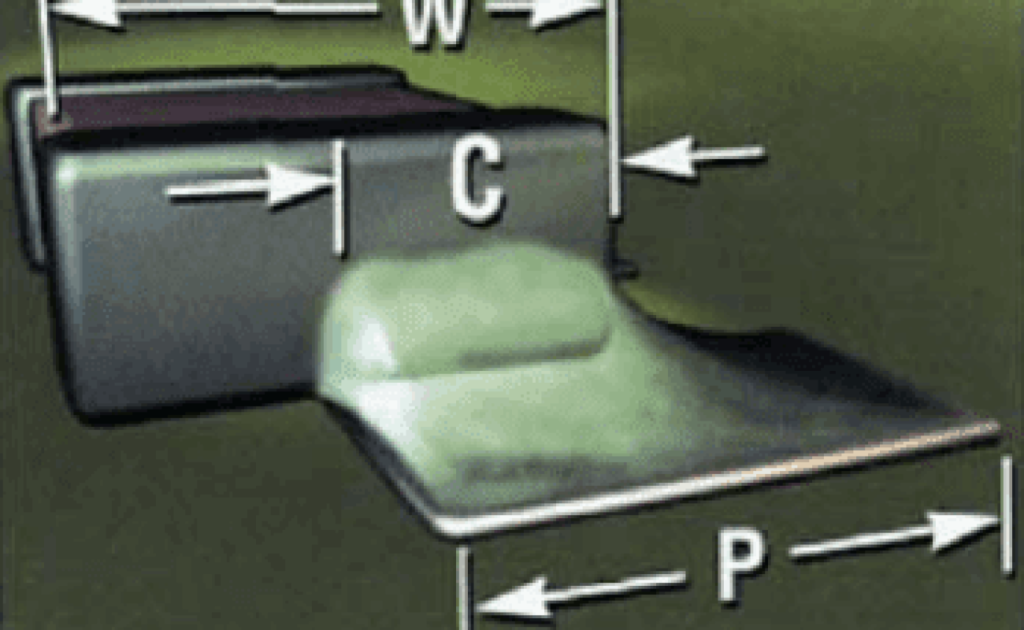
The width of the end solder joint (C) is at least 50% of the width of the solderable end of the component (W) or 50% of the width of the pad (P), which is determined by the one with smaller width.
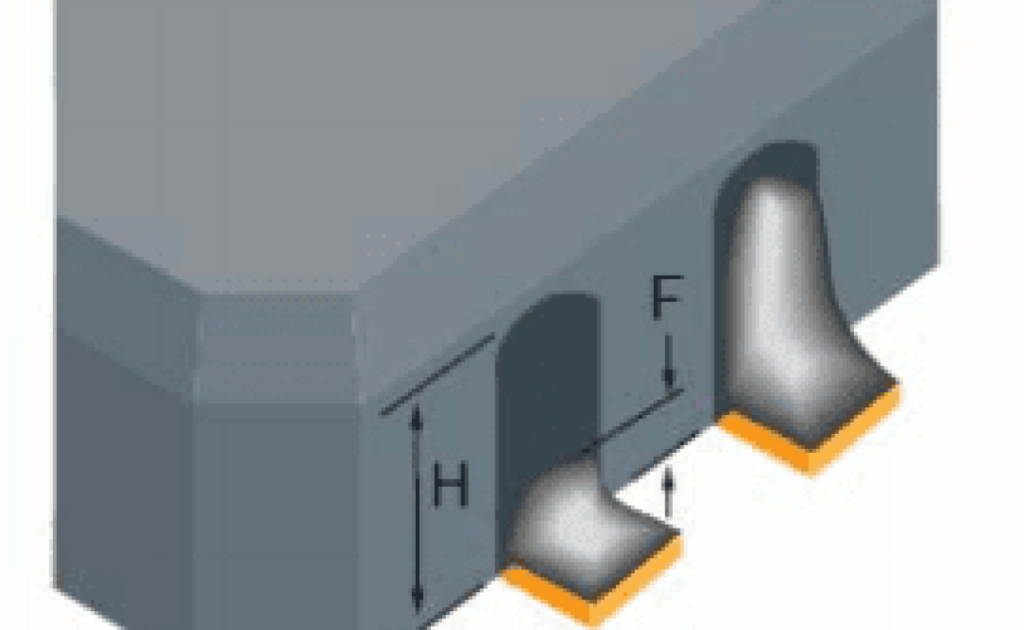
The minimum solder joint height (F) is 25% of the solder thickness (G) plus the height of the solderable end (H) or 0.5 mm, which is determined by the smaller one between G and H.
The maximum height of the solder joint is the solder thickness plus the height of the solderable end of the component.
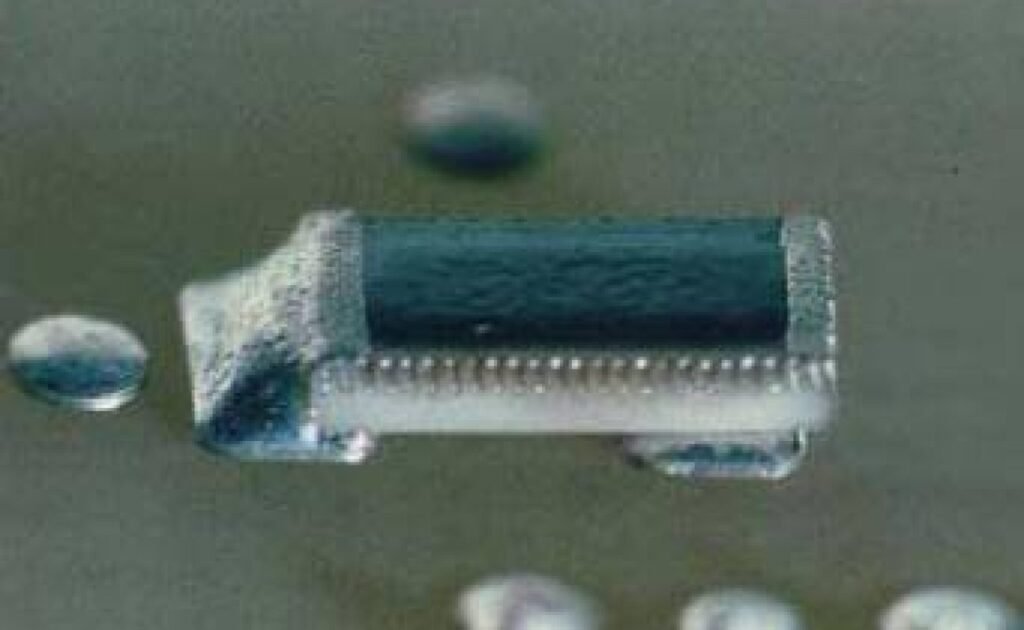
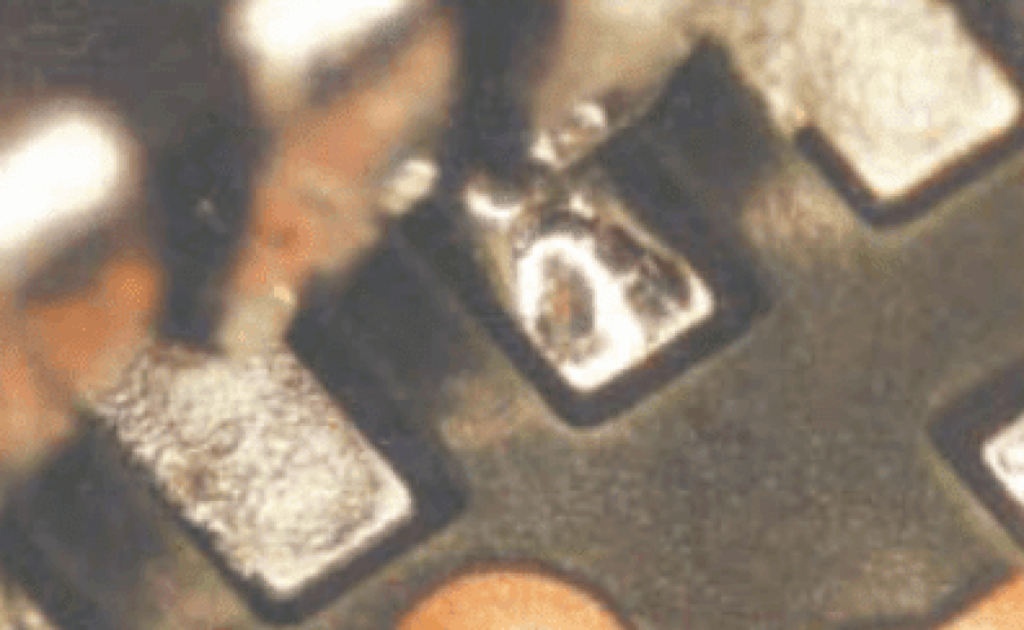
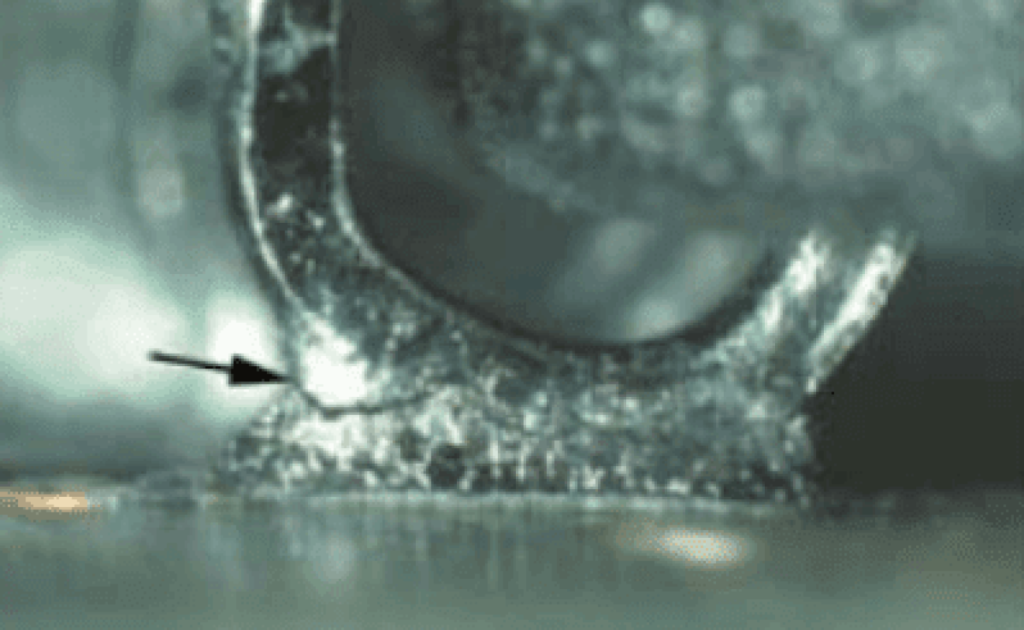
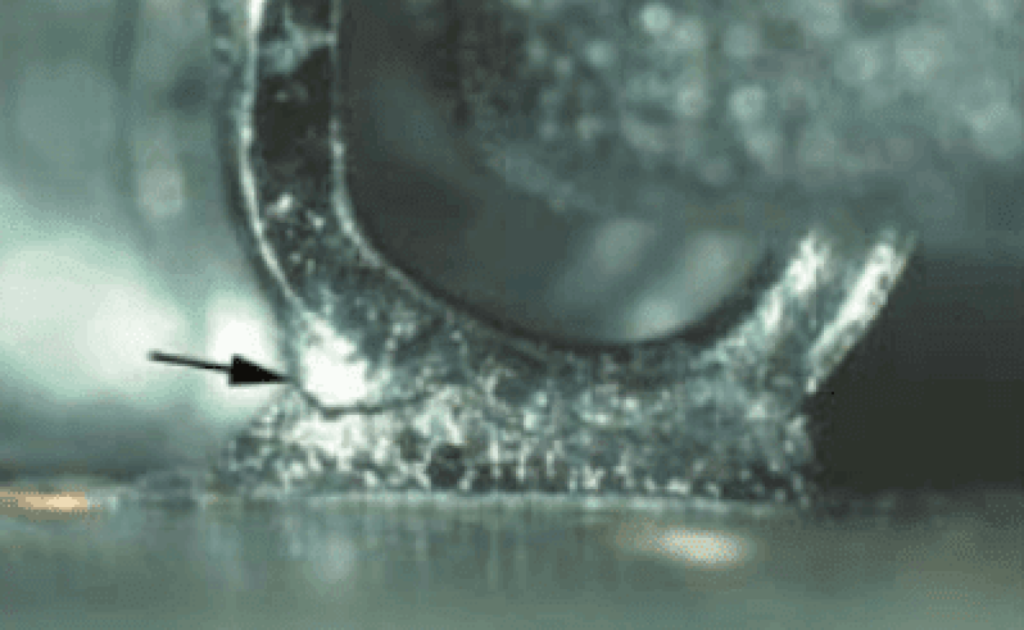
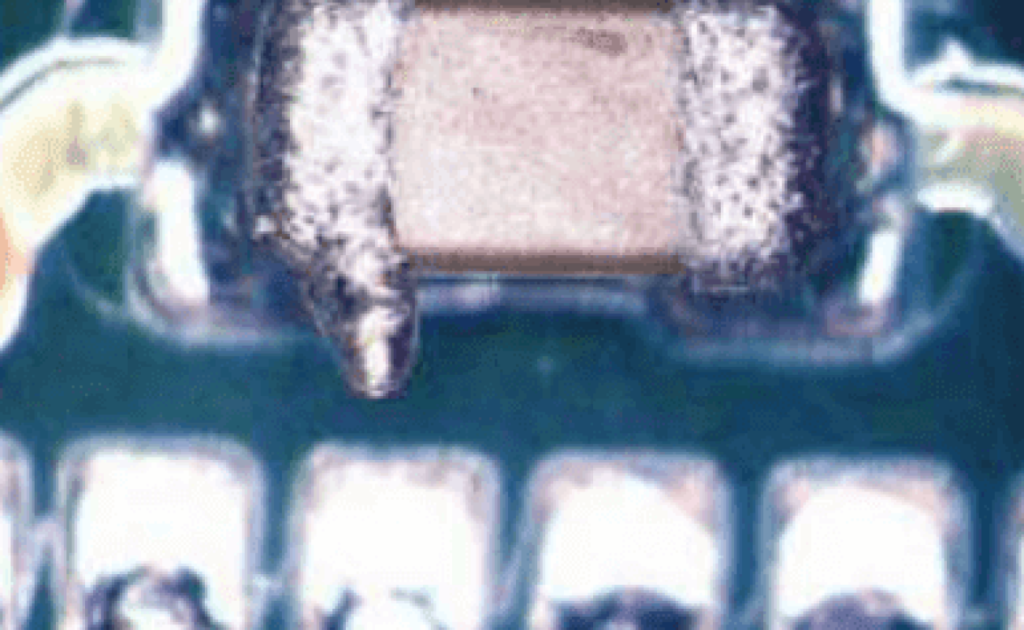
Scratching exposing copper beyond acceptable limits.The picture below showing the defect: The width of the solder joint is less than 50% of the one with smaller width.
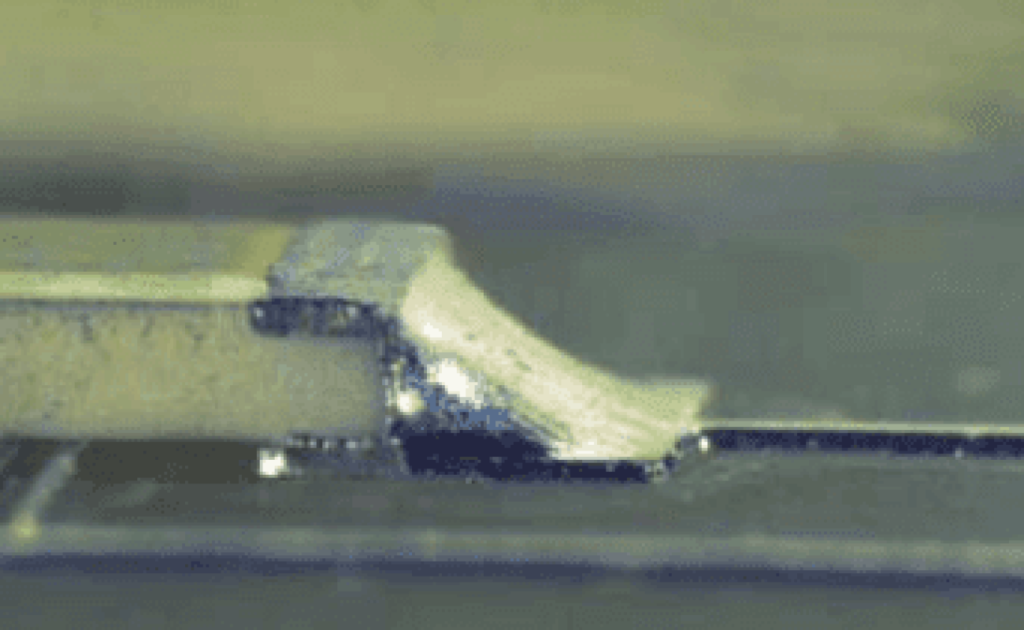
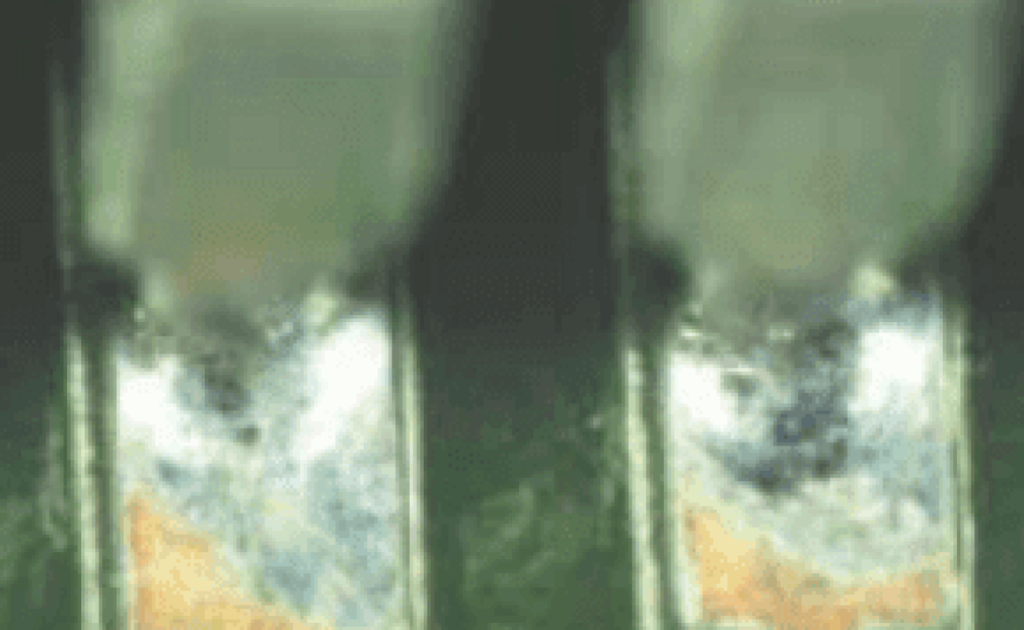
The picture below showing the defects: No solder joint creep height, insufficient solder, no wet solder joint on the vertical surface of the solderable end of the component.
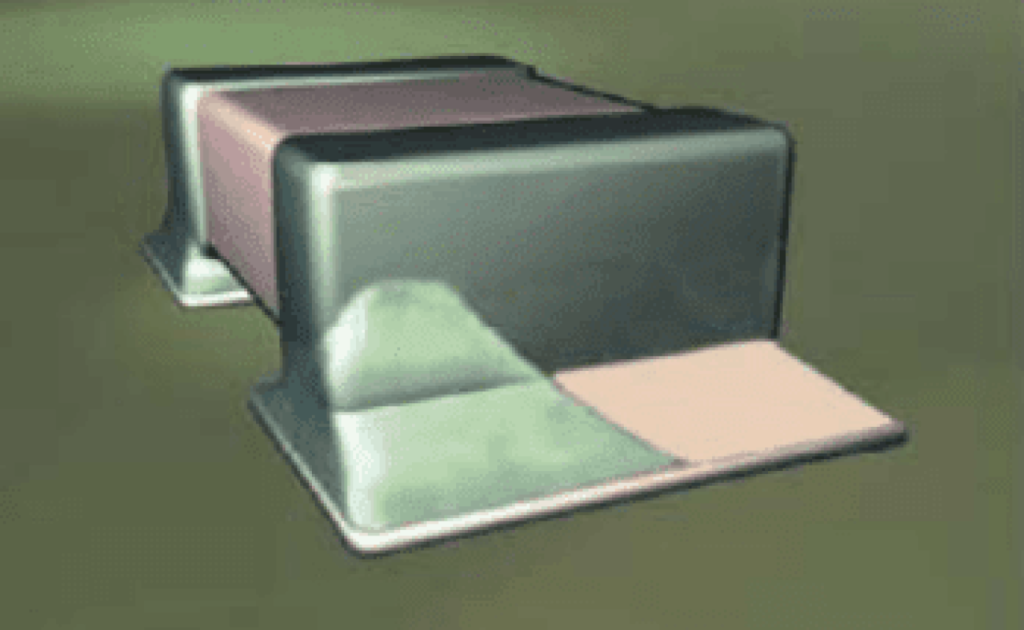
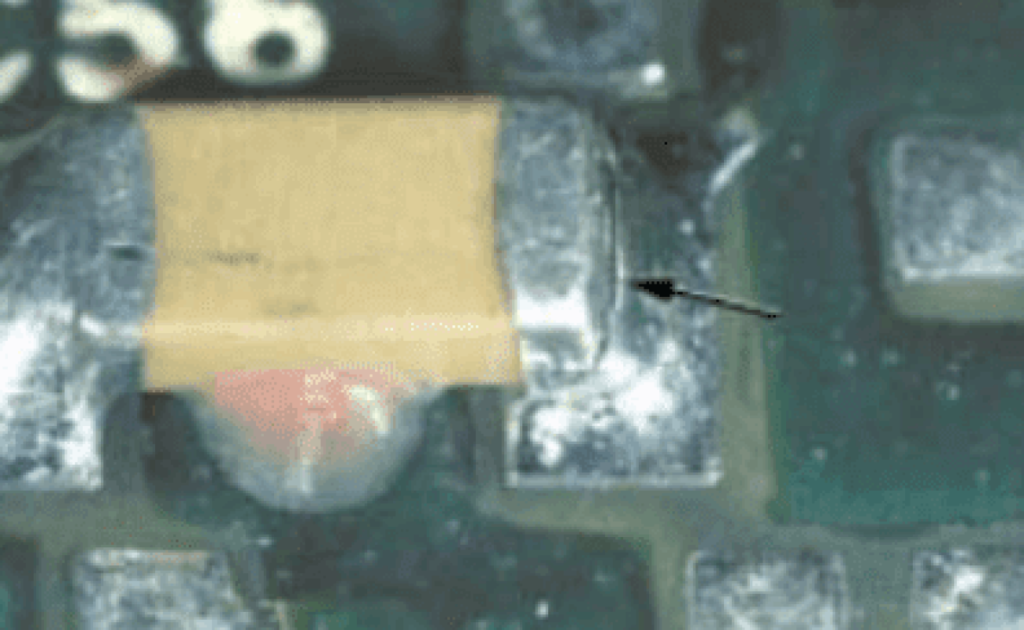
The following picture shows the acceptable soldering situation: The maximum height of the solder joint (E) may extend beyond the pad or to the top of the metal plating of the end cap of the solderable end, but not to the top of the component body.
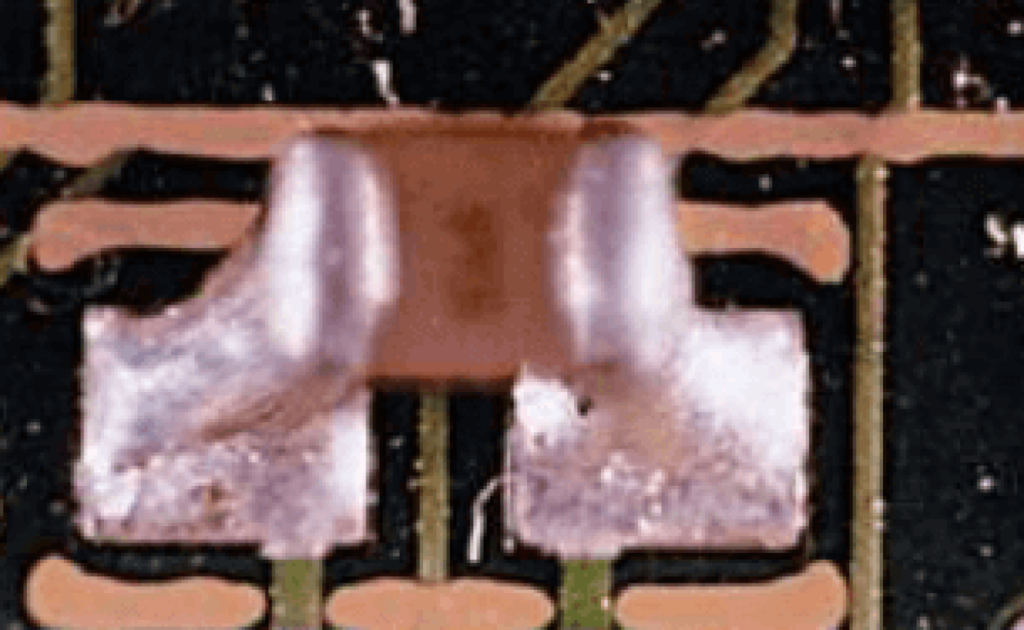
Component Stand and Warping
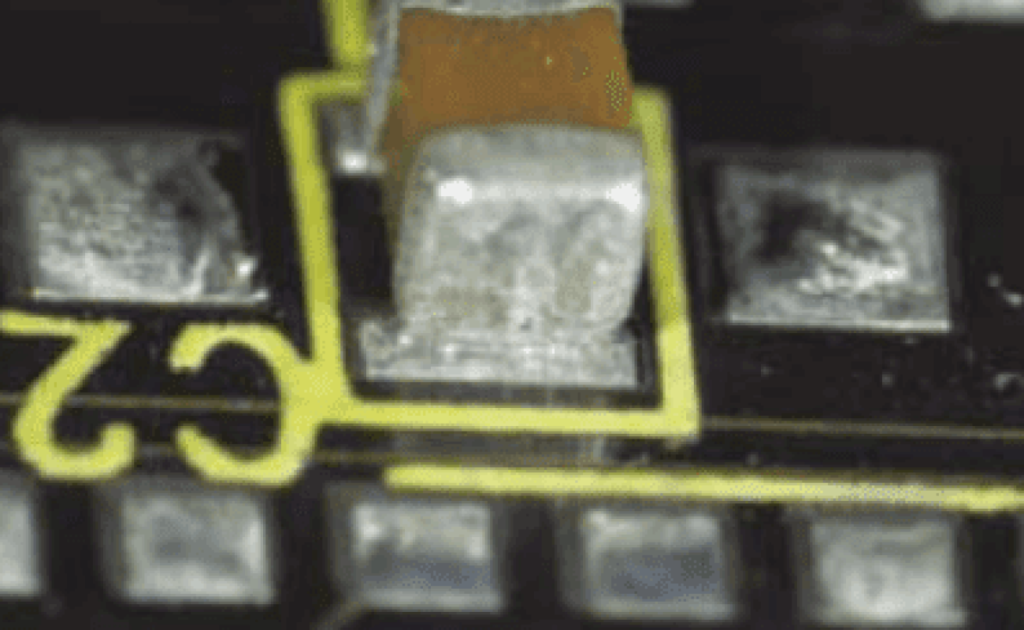
The picture below showing the defects: The ratio of width (W) to height (H) is more than two to one; the component has less than 3 solderable end surfaces (metal cap ends).
The picture below showing the defect: The material side of the SMD component with exposed accumulation of electrical material is mounted on the board side of the PCB. That should be a process warning.
The picture below showing the defect: There is warping of the end of the SMD component.
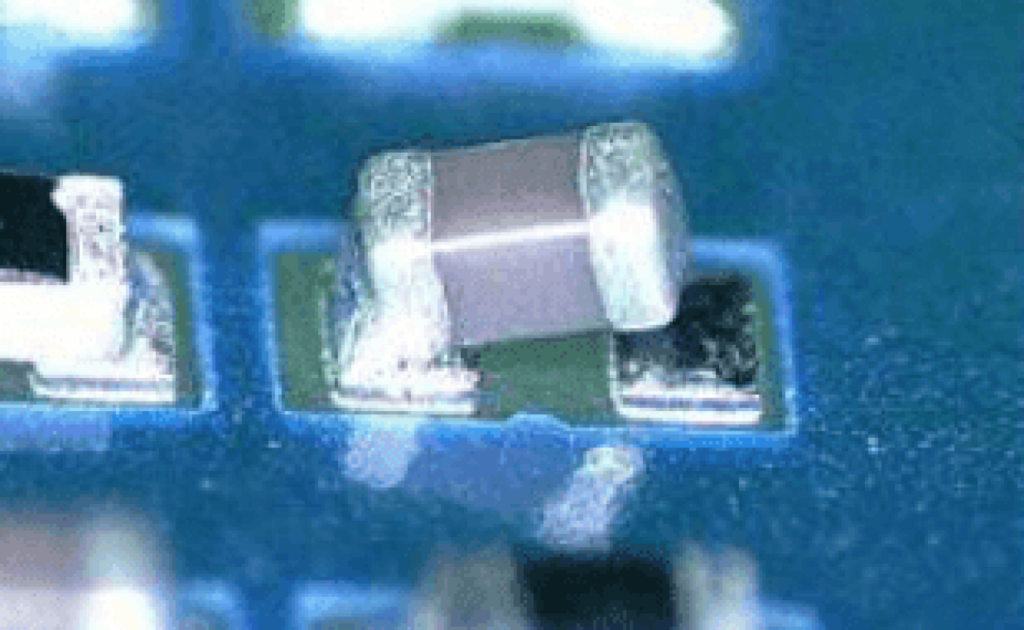
The ratio of width to height does not exceed two to one (2:1). The surfaces of the solder pad and the solderable end of the component are completely 100% wetted and in overlapping contact. The component has 3 or more solderable ends with good wetting of the vertical surfaces.
The material side of the SMD component with no exposed accumulation of electrical material is mounted on the board side of the PCB.
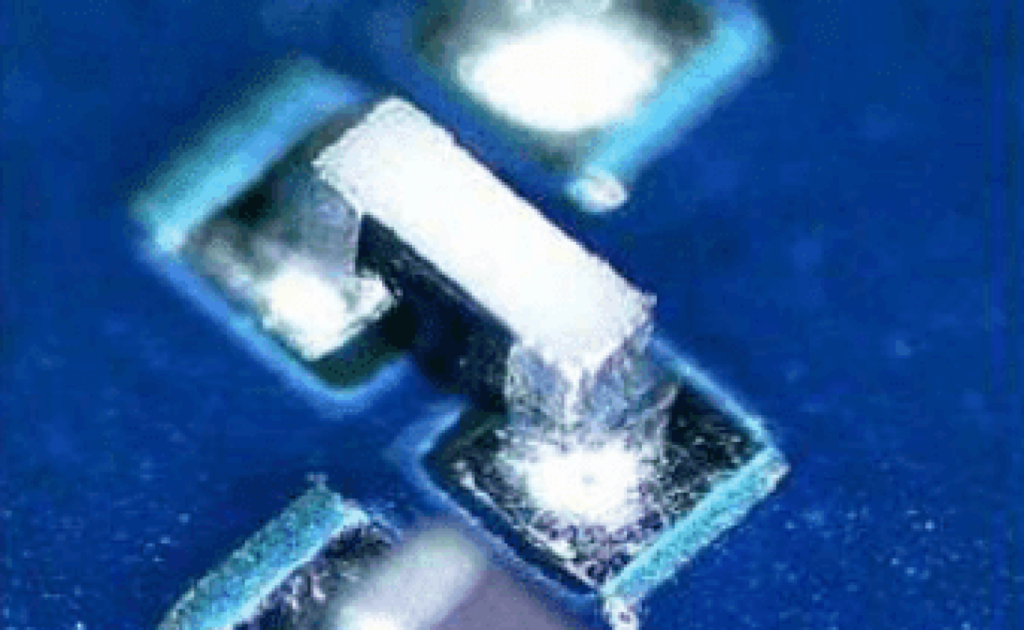
Warping of the end of SMD components (It is called tomstoning).
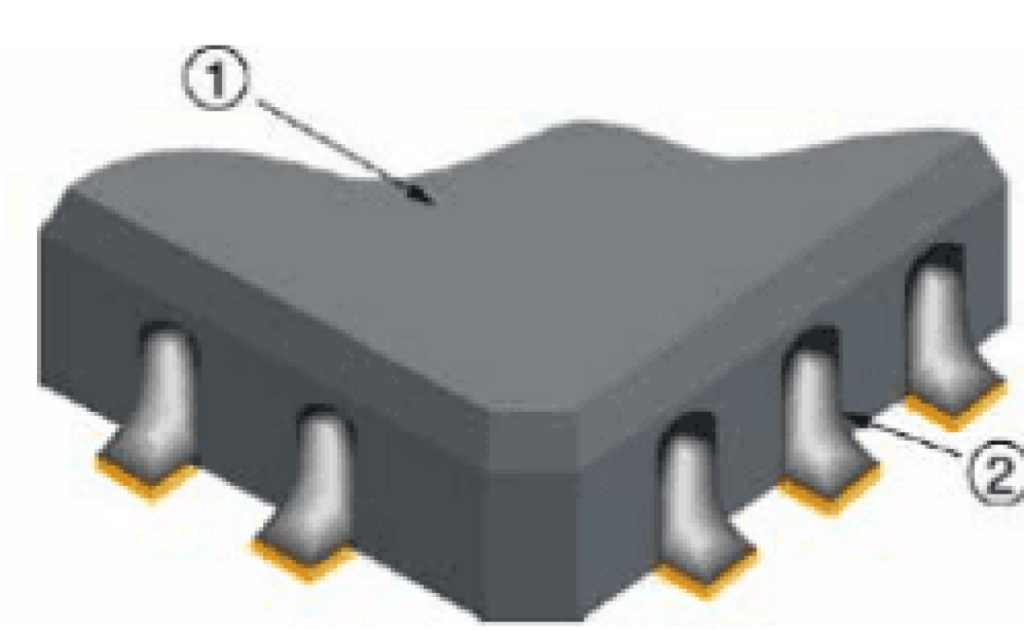
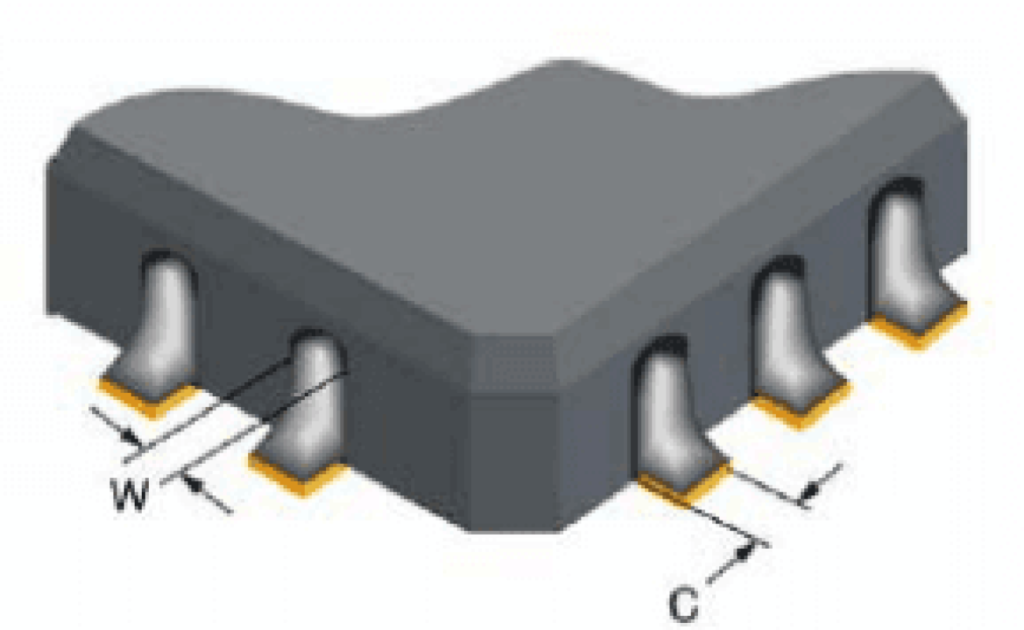
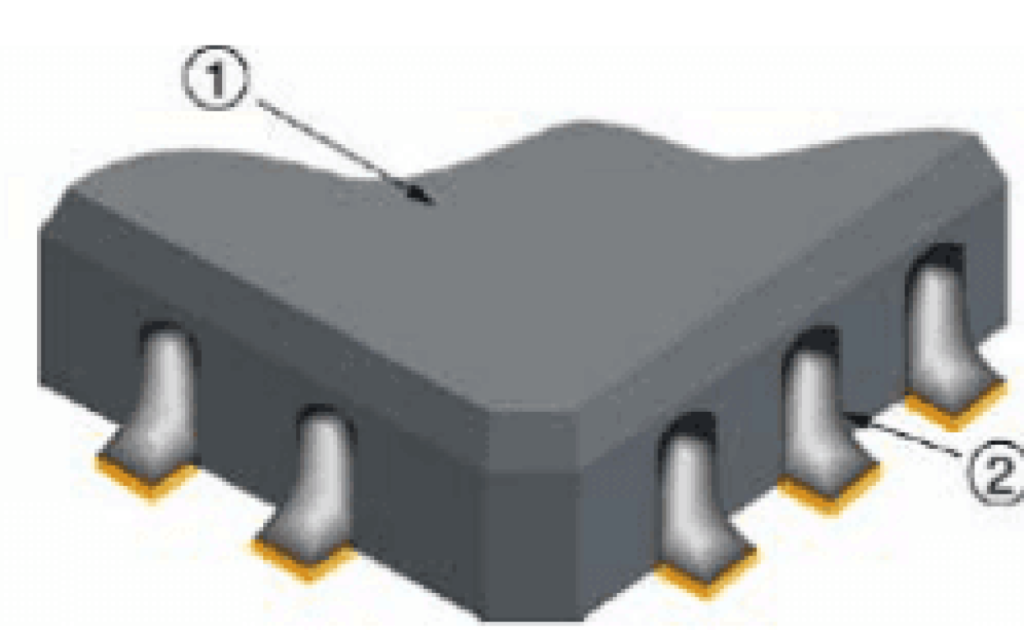
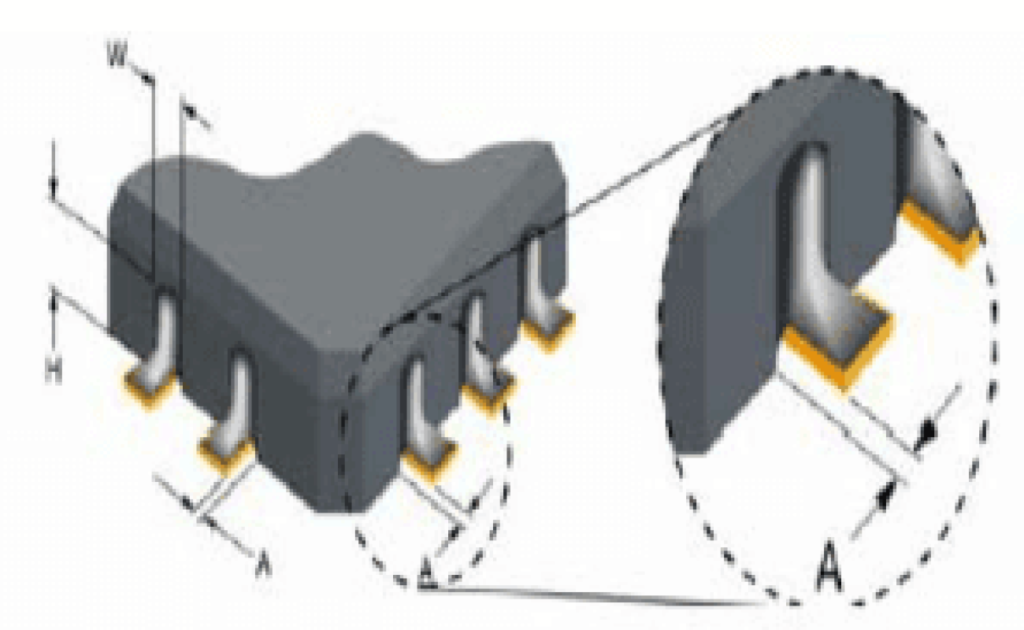
Solder Joint Characteristics
The maximum side offset (A) is 50% of the width (W) of the castle. No end offset.
The minimum width of the end solder joint (C) is equal to 50% of the width of the castle (W).
Normal wetting
The picture below showing the defect: The maximum side offset (A) is greater than 50% of the castle width (W).
The picture below showing the acceptable condition: The minimum width of the end solder joint (C) is less than 50% of the width of the castle (W).
The picture below showing the acceptable condition: The minimum solder joint height (F) is 25% of the solder thickness (G) (not shown in the picture) plus the castle height (H).
Flat, L-shaped and wing-shaped pins, lateral offset, the offset of the pin's toe
No side offset
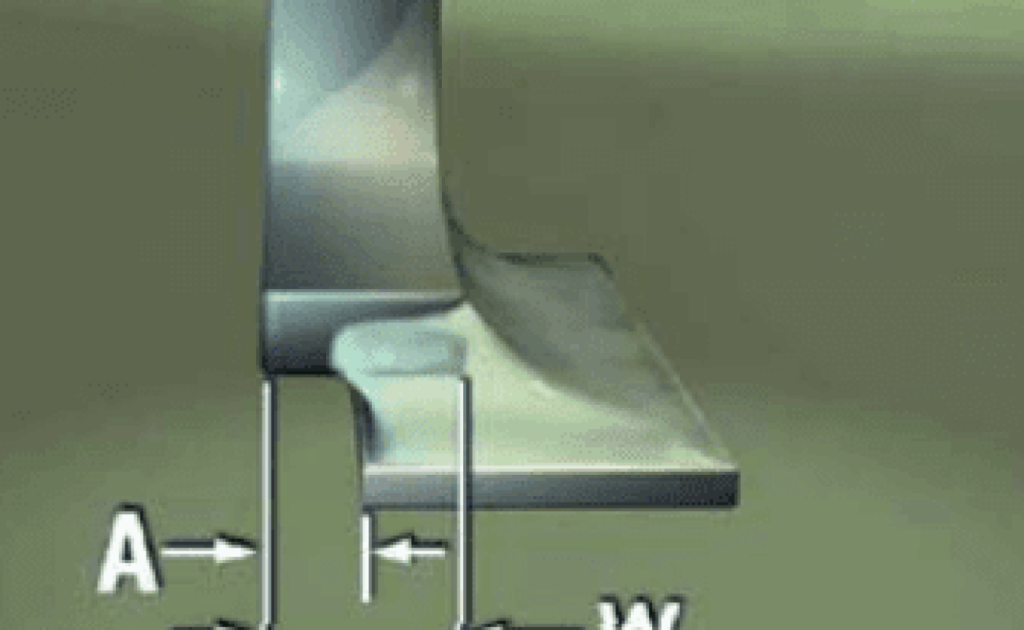
The maximum side offset (A) is not greater than 50% of the pin width (W) or 0.5 millimeters [0.02 inches], which is determined by the smaller one of these values.
The offset of the pin’s toe does not violate minimum electrical clearance requirements.
The picture below showing the acceptable condition: The maximum side offset (A) is not greater than 50% of the pin width (W) or 0.5 millimeters [0.02 inches], which is determined by the smaller one of these values.
The picture below showing the defect: The maximum side offset (A) is greater than 50% of the pin width (W) or 0.5 millimeters [0.02 inches], which is determined by the smaller one of these values.
The picture below showing the defect: The offset of the pin’s toe violates minimum electrical clearance requirements.
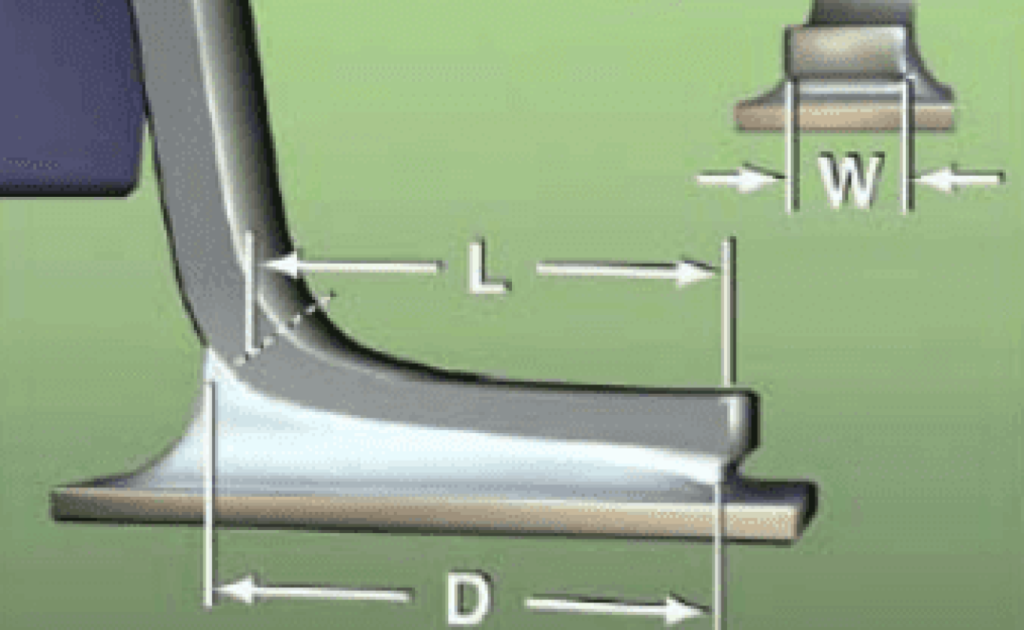
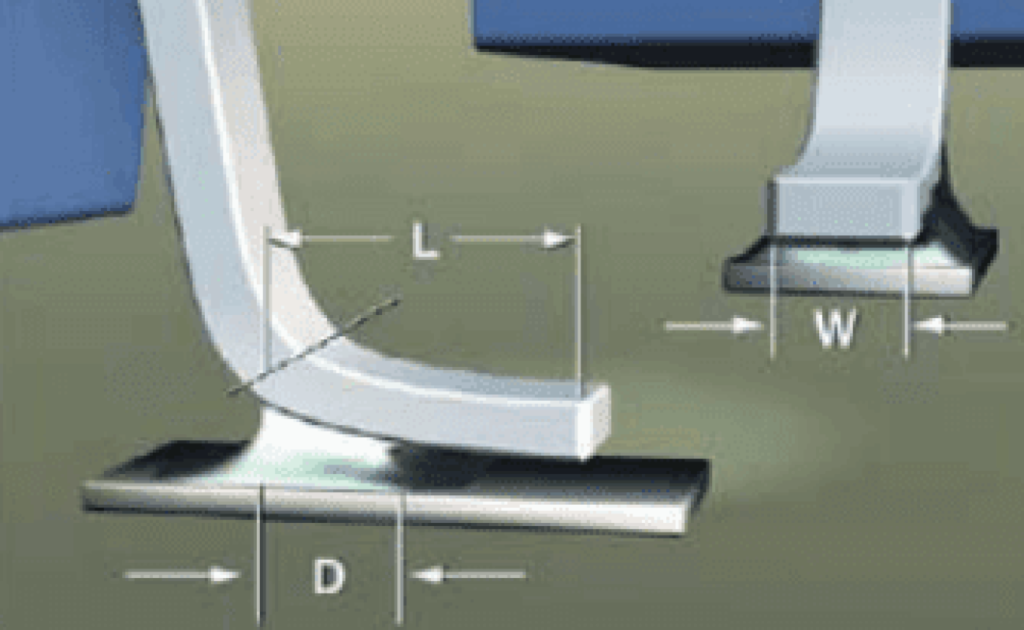
Flat, L-shaped and wing-shaped pins, the minimum length and height of side solder joints
When the pin length (L) is less than 3 times the pin width (W), the minimum length of the side solder joint (D) is equal to 100% of (L).
When the pin length (L) is greater than 3 times the pin width (W), the minimum length of the side joint (D) is greater than or equal to 3 times the pin width (W) or 75% of the pin length (L), which is determined by the greater one between (L) and (W).
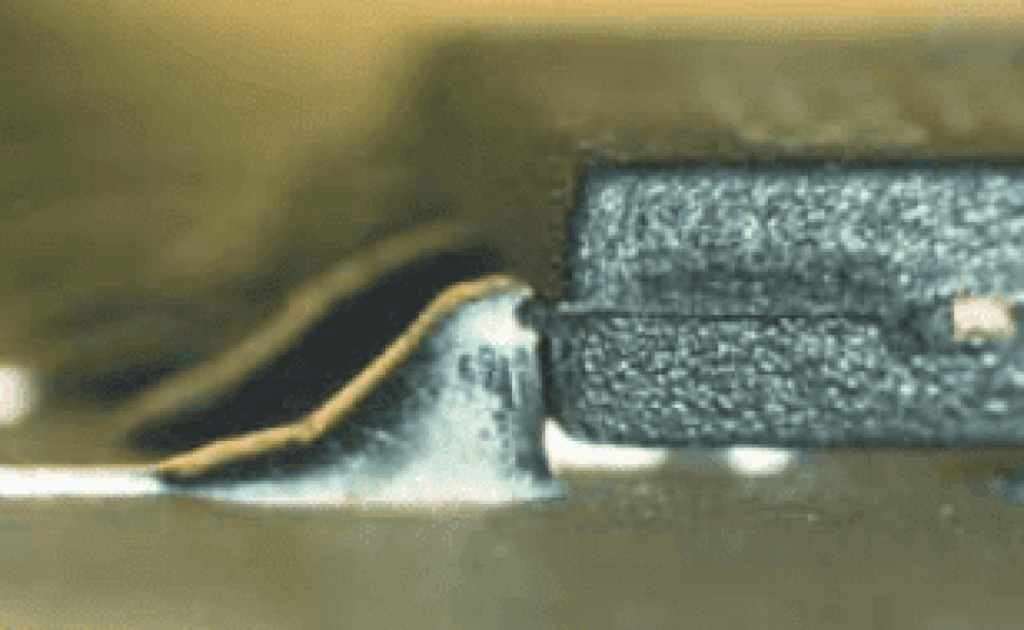
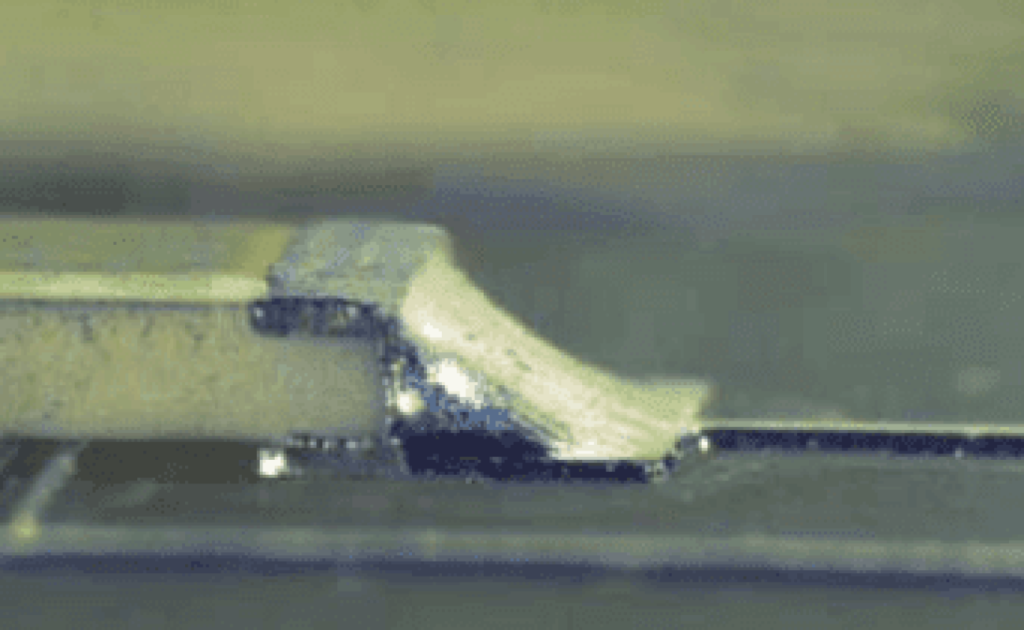
Solder joints on the heel extend beyond the pin thickness but do not fill to the bend on the pin. There is no solder tin on the component body.
When the pin length (L) is greater than 3 times the pin width (W) and the minimum length of the side solder joint (D) is less than 3 times the pin width (W) or 75% of the pin length (L), which is determined by the greater one between (L) and (W).
When the pin length (L) is less than 3 times the pin width (W), the minimum length of the side solder joint (D) is less than 100% of (L).
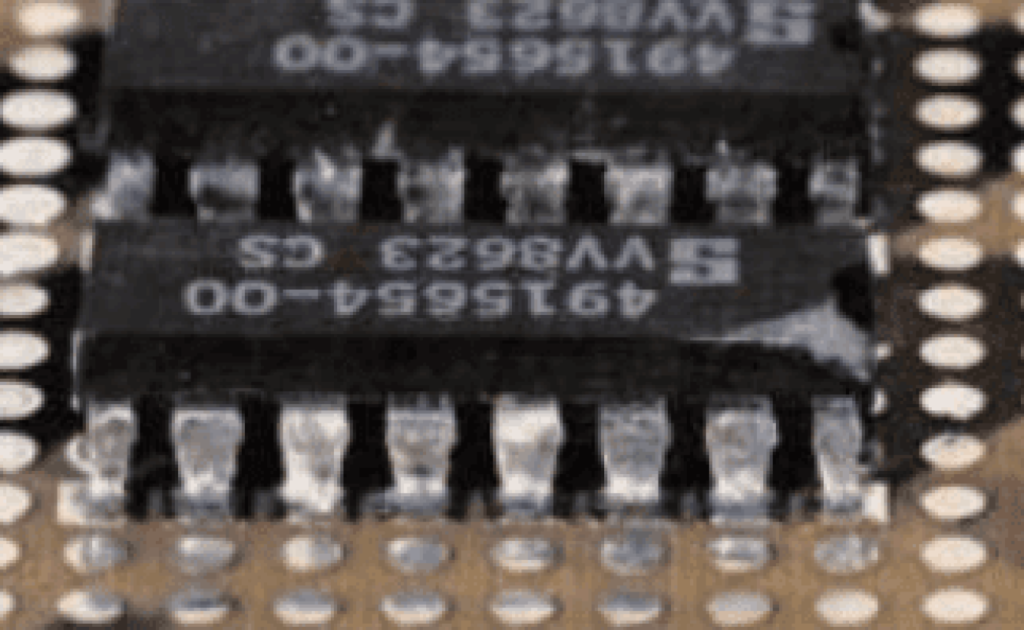
The picture below showing the acceptable conditions: There is solder tin on the plastic component bodies, such as SOIC or SOT.
There is no solder tin on ceramic or metal component bodies.
The picture below showing the defects: There is solder tin on the plastic component bodies other than SOIC or SOT.
There is no solder tin on ceramic or metal component bodies.
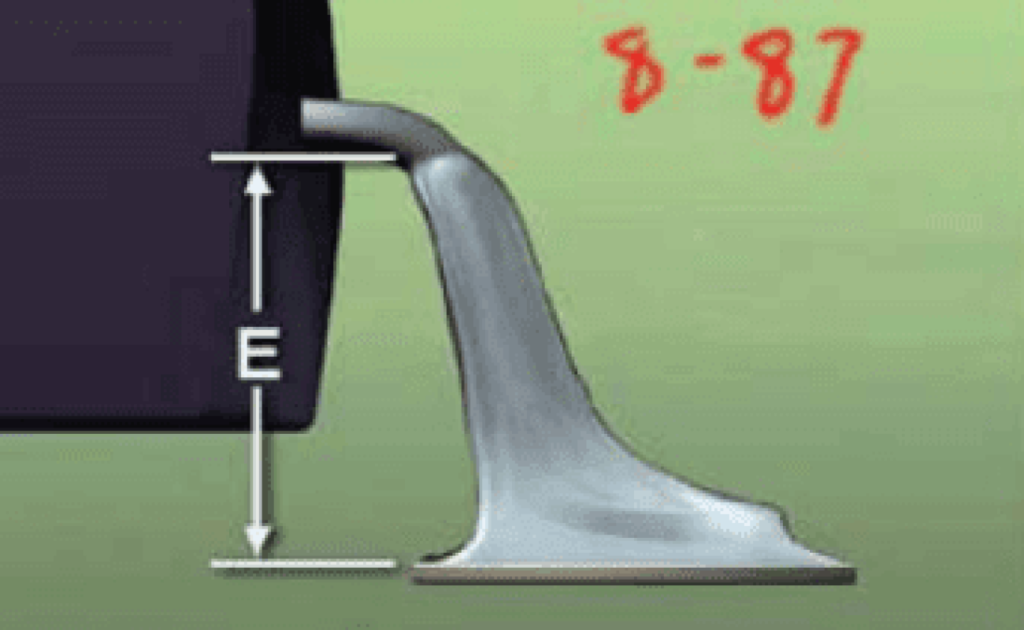
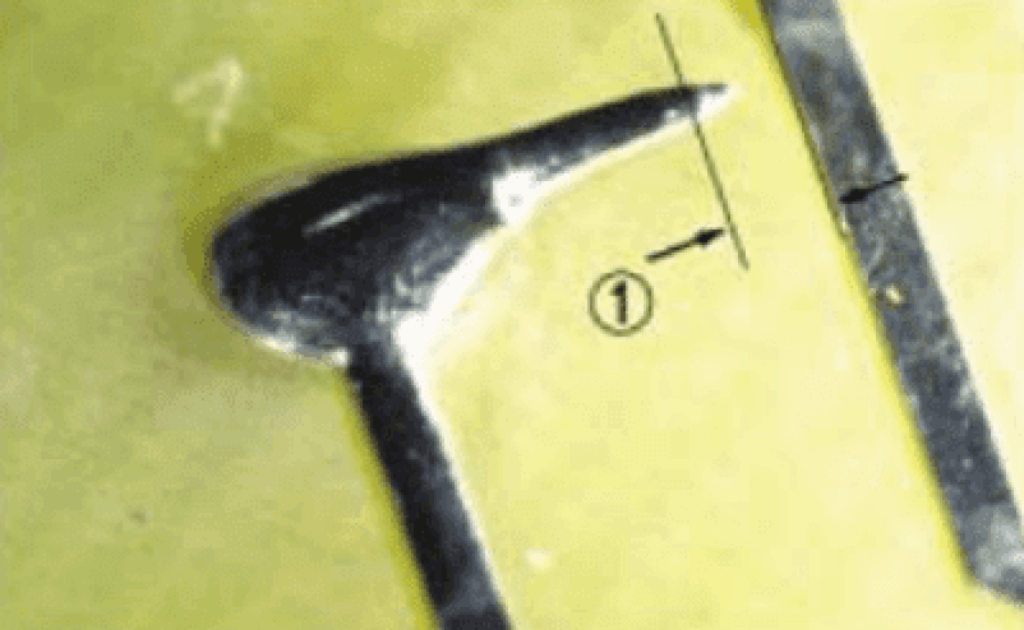
Flat, L-shaped and wing-shaped pins, the minimum height of the solder joint on the heel, pin coplanarity
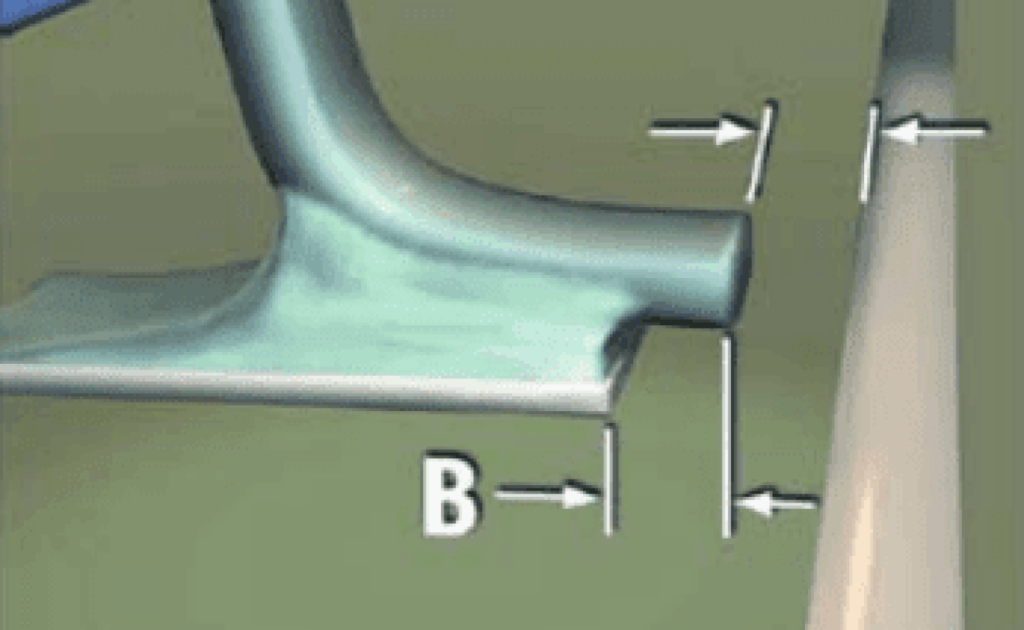
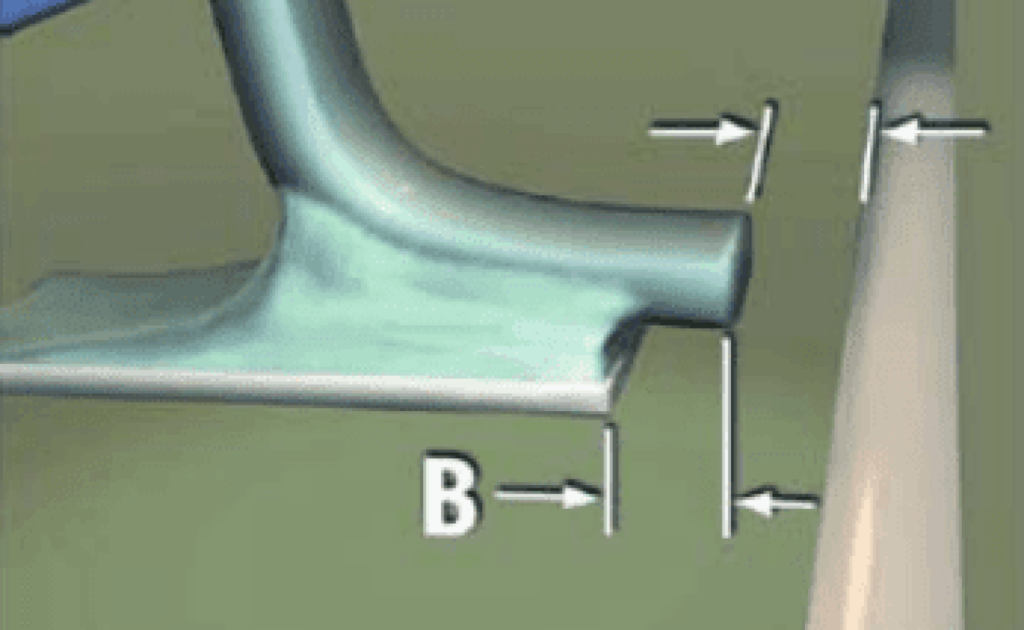
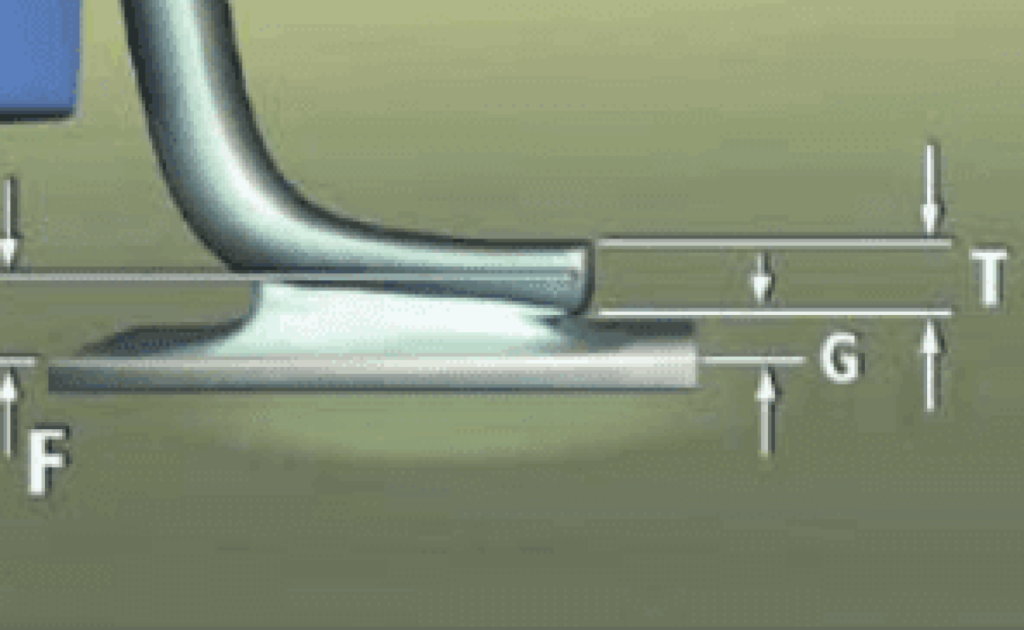
The height of the solder joint on the heel (F) is greater than the thickness of solder tin (G) plus pin thickness (T), but does not extend to the radius of the knee bend.
Components with neatly aligned pins (co-planar) to accept solder formation
The picture below showing the acceptable condition: The minimum height of the solder joint on the heel (F) is equal to 50% of the thickness of the solder tin (G) plus the pin thickness (T) at the connection.
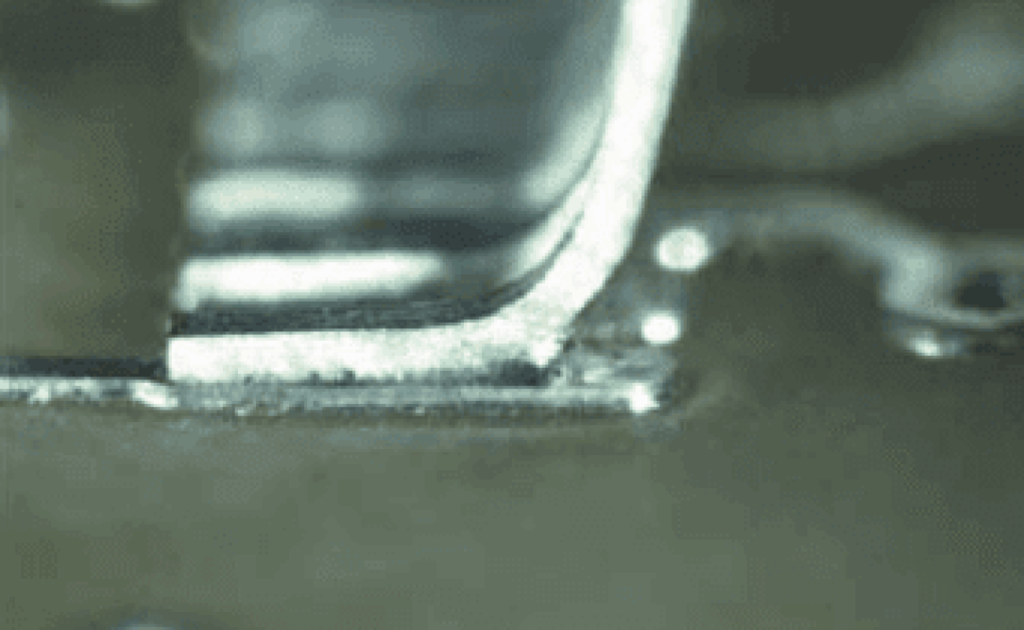
The picture below showing the defect: The minimum height of the solder joint on the heel (F) is less than 50% of the thickness of the solder tin (G) plus the pin thickness (T) at the connection.
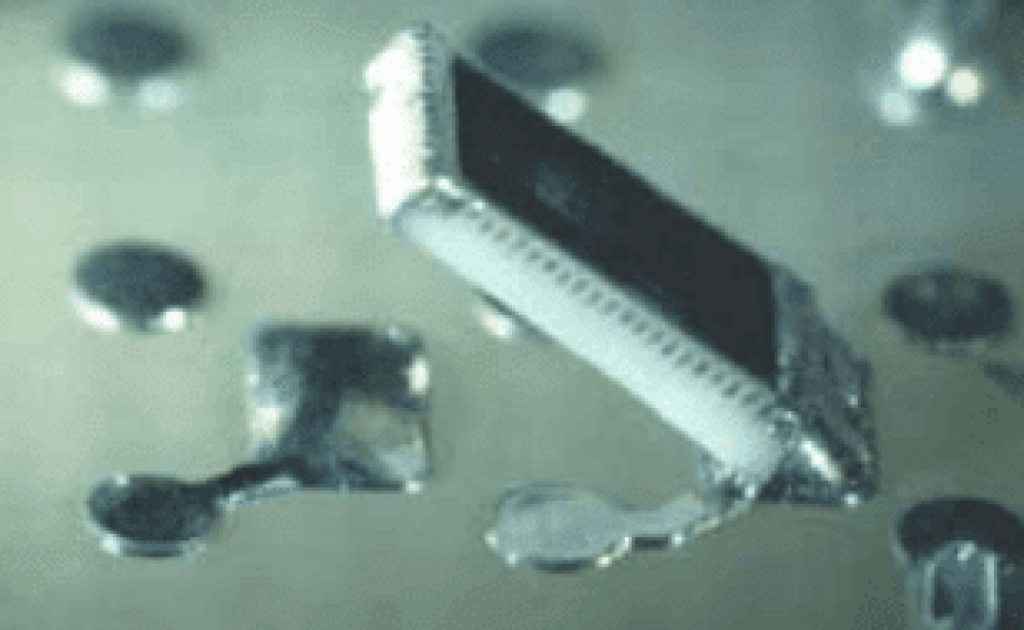
The picture below showing the defect: One or more pins of the component are misaligned and do not make proper contact with the pad.
Array arrangement of surface-mount surfaces, soldering
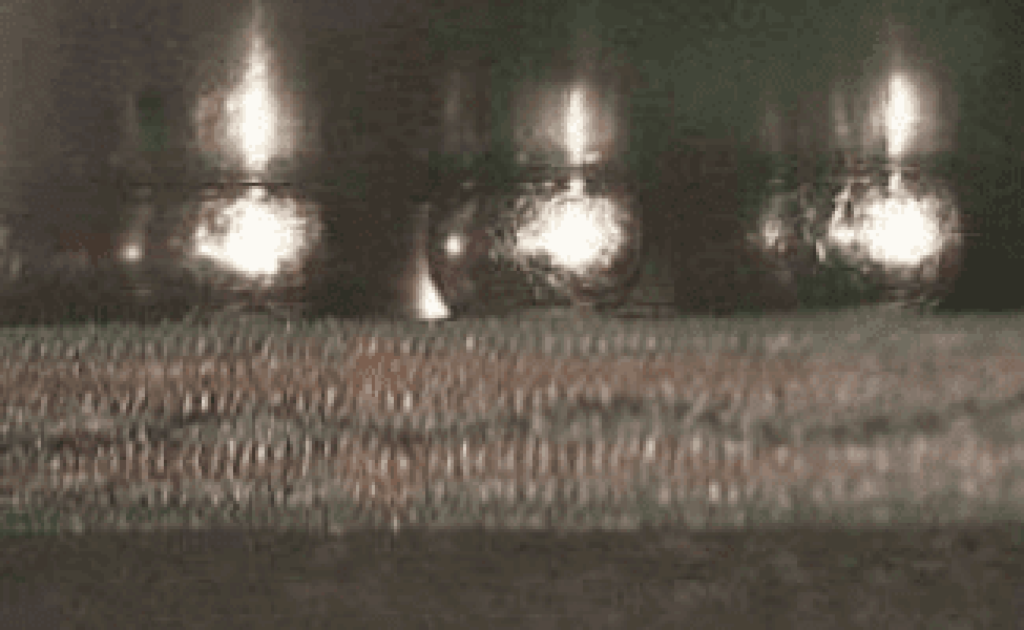
Target: BGA solder balls are placed in the center of the pad. There is no offset, continuous solder, false solder, and empty solder.
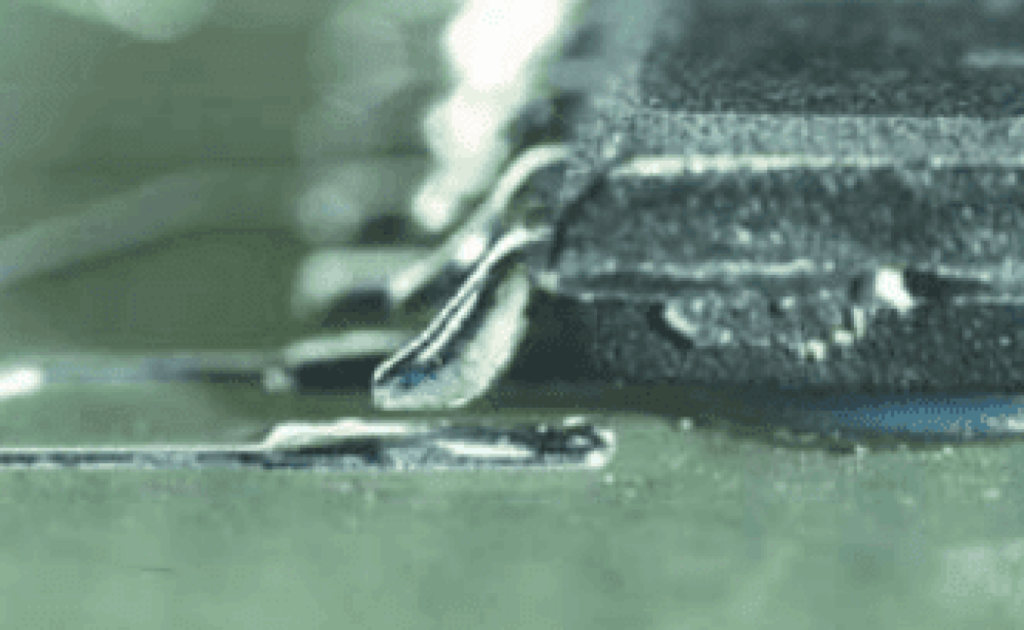
The picture below showing the defect: Bridging between solder joints detected by visual inspection or x-ray inspection.
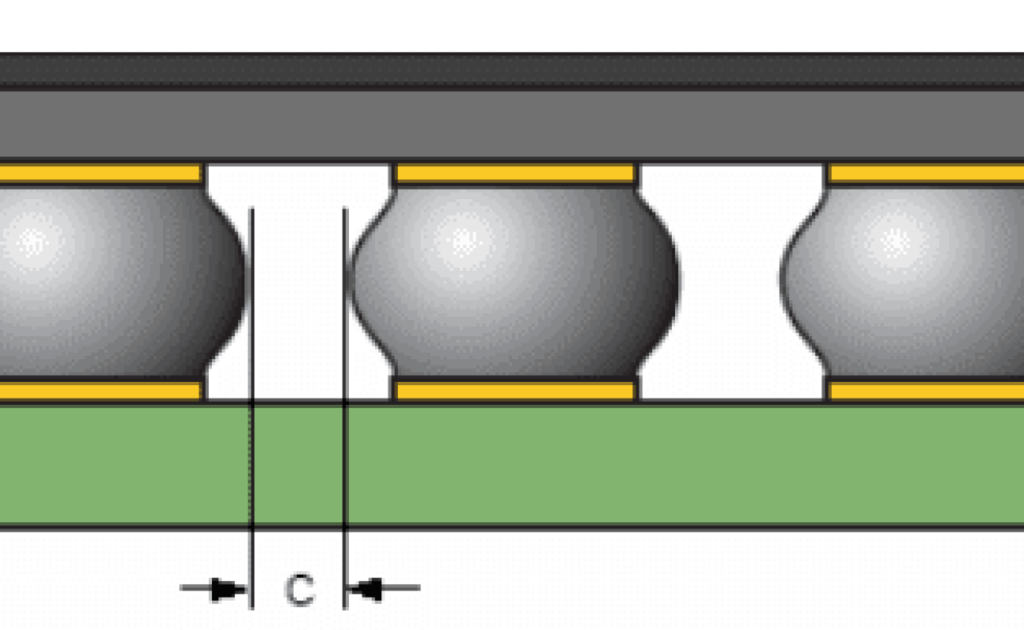
The picture below showing the defect: The soldering is “waist-shaped”, indicating that the solder ball and solder paste do not flow together.
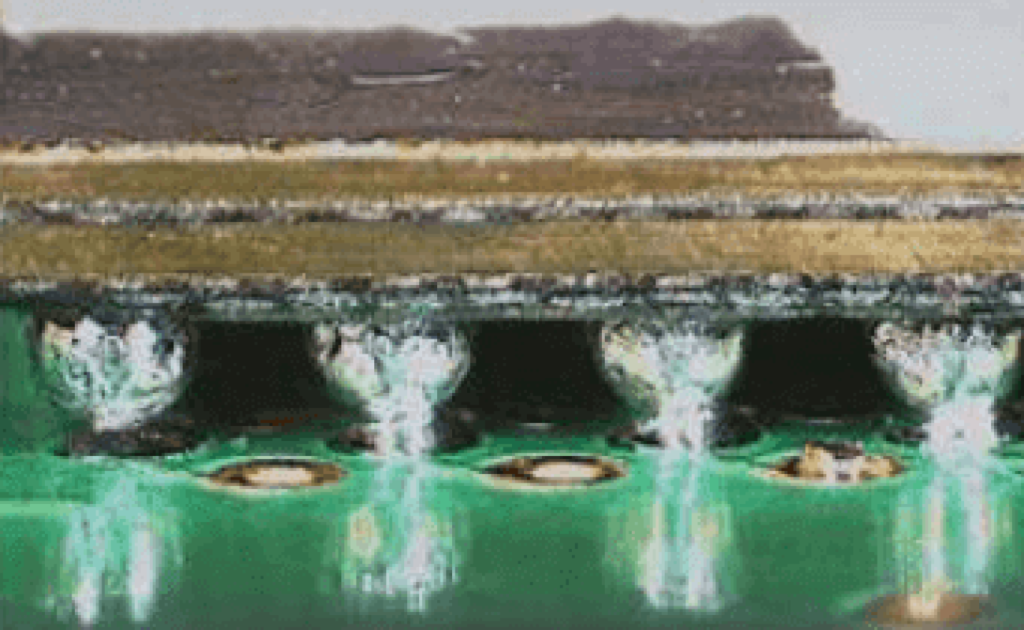
The picture below showing the defect: The reflow of solder paste on BGA solder balls is not complete. There is broken solder.
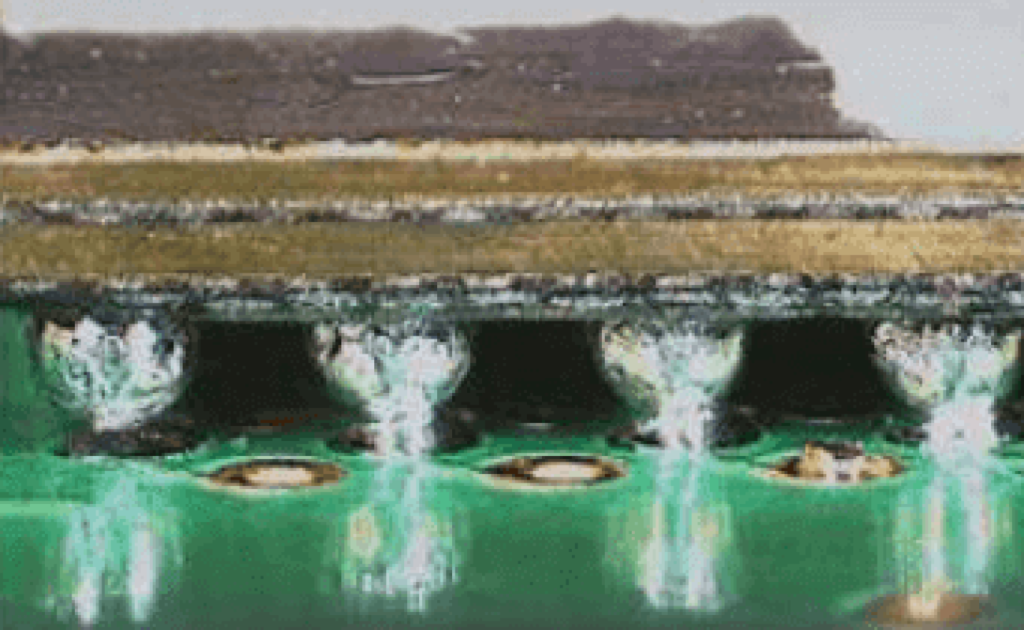
Target: Solder joints are wet. There are no pinholes/blowholes.
Target: Solder joints are wet.
Target: Solder joints are wet.
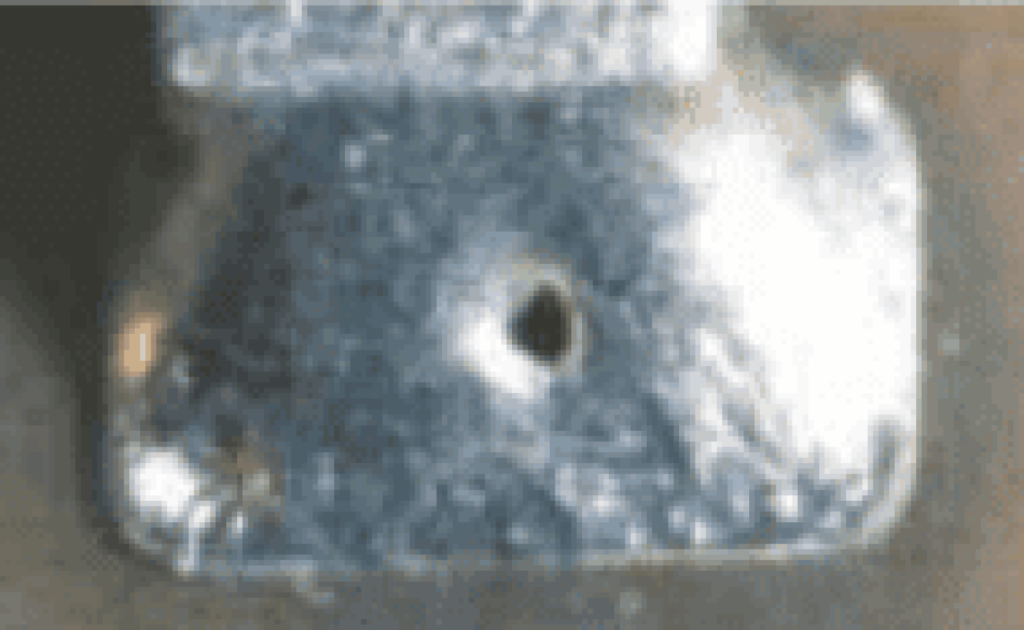
The picture below showing the process warning defect: There are pinholes/blowholes.
The picture below showing the defect: There is incomplete reflow of solder paste.
The picture below showing the defect: Pins or pads to be soldered are not wet or semi-wet.
Soldering abnormalities:Solder balls / spatter, continuous tin, reticulated solder tin
Target: Solder joints are wet. There are no pinholes/blowholes.
Target: Solder joints are wet.
Target: Solder joints are wet.
The picture below showing the process warning defect: There are pinholes/blowholes.
The picture below showing the defect: There is incomplete reflow of solder paste.
The picture below showing the defect: Pins or pads to be soldered are not wet or semi-wet.
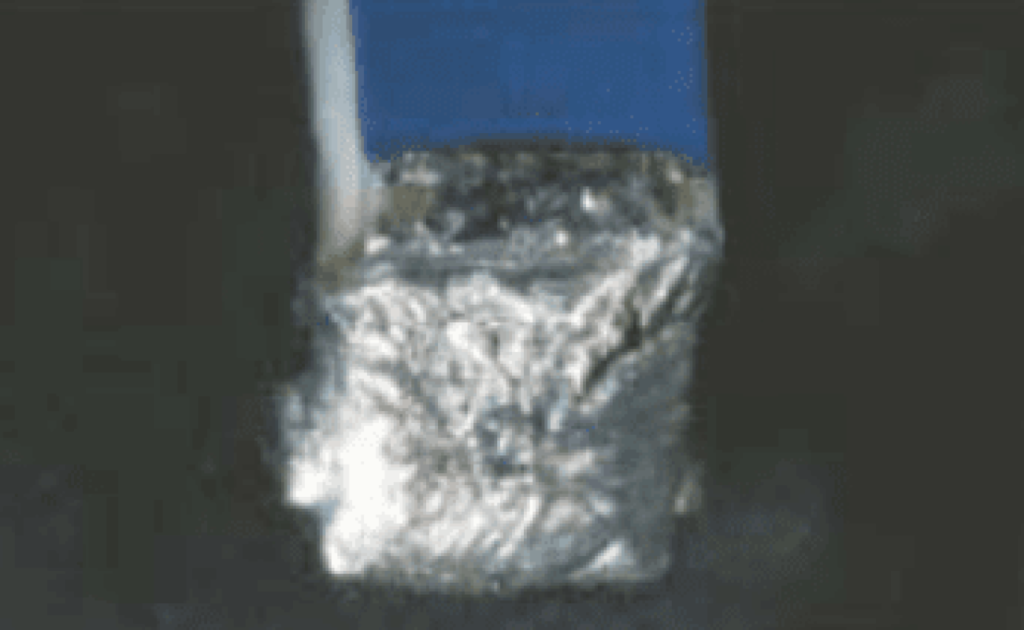
Soldering abnormalities: Broken solder, disordered solder tin, burrs in solder tin
Normally we following IPC-A-610 Class 2 and Class 3 to inspect our PCB assembly. Please refer to the illustrations below for a reference of the items we have checked.
There is cracked soldering.
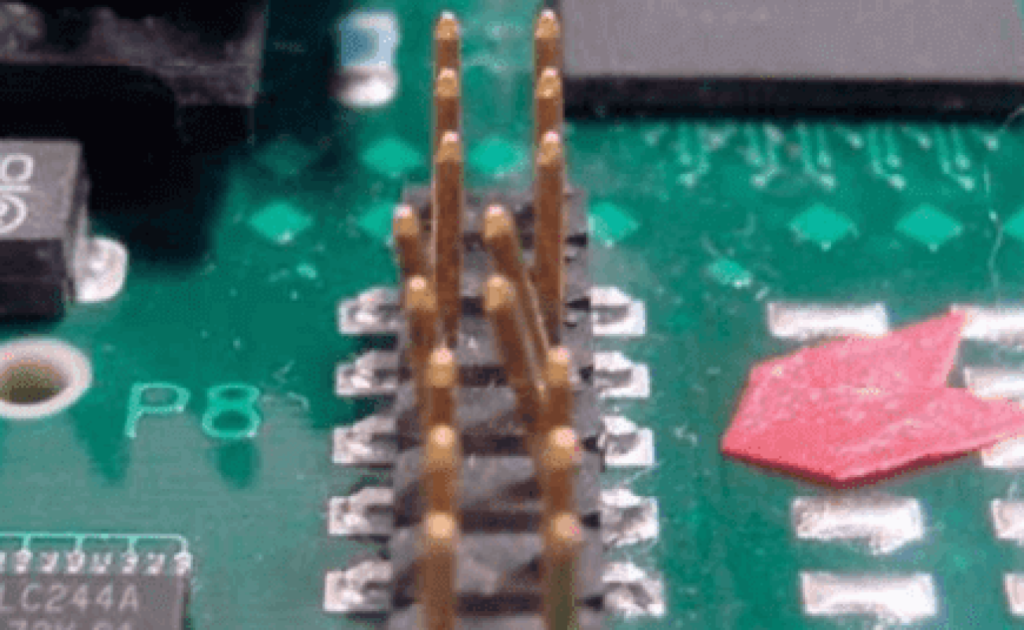
The soldering is moved due to the influence of external forces, and the solder joints show signs of disorder.
The soldering is moved due to the influence of external forces, and the solder joints show signs of disorder.
The picture below showing the defect: There is cracked solder tin.
The picture below showing the defect: The solder joints show signs of disorder.
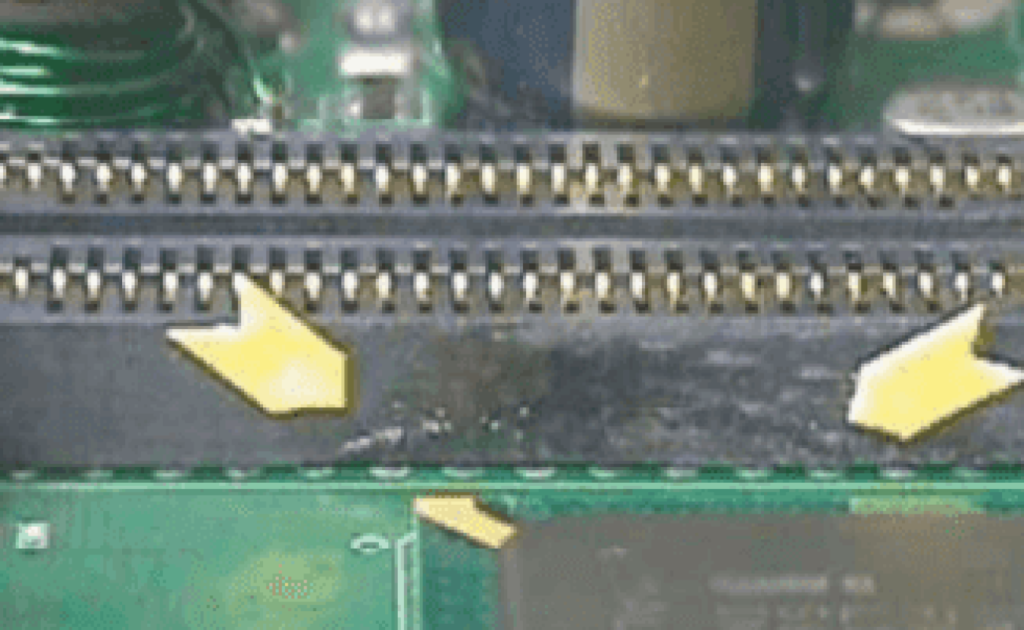
The picture below showing the defect: The soldering violates the minimum electrical clearance.
Damages to components
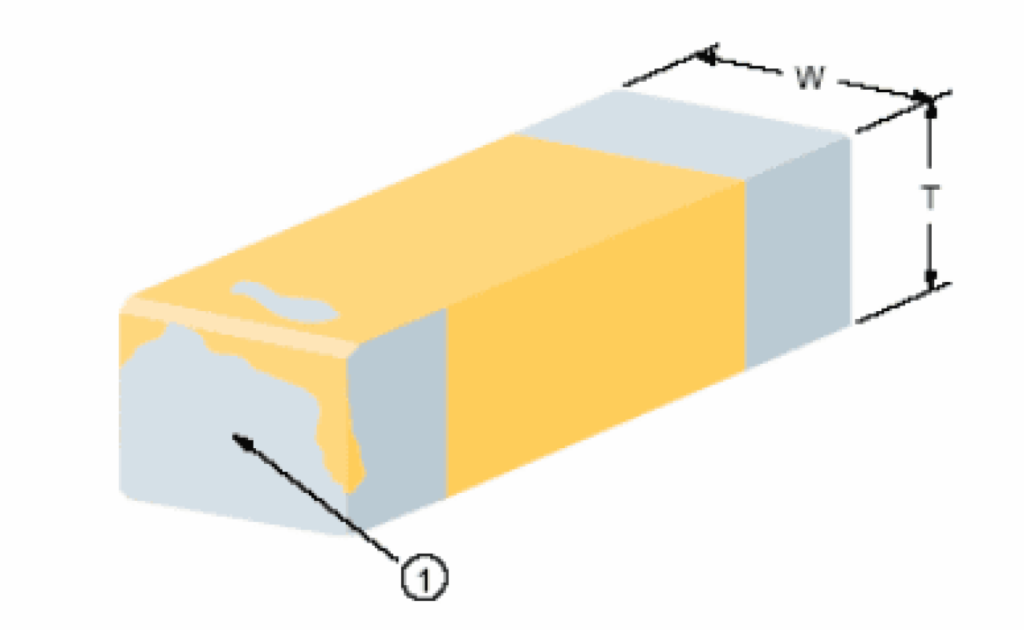
Acceptable: Any edge spalling is less than 25% of the component width (W) or component thickness (T).
The missing of metal plating at the top of the end is up to 50% (each end).
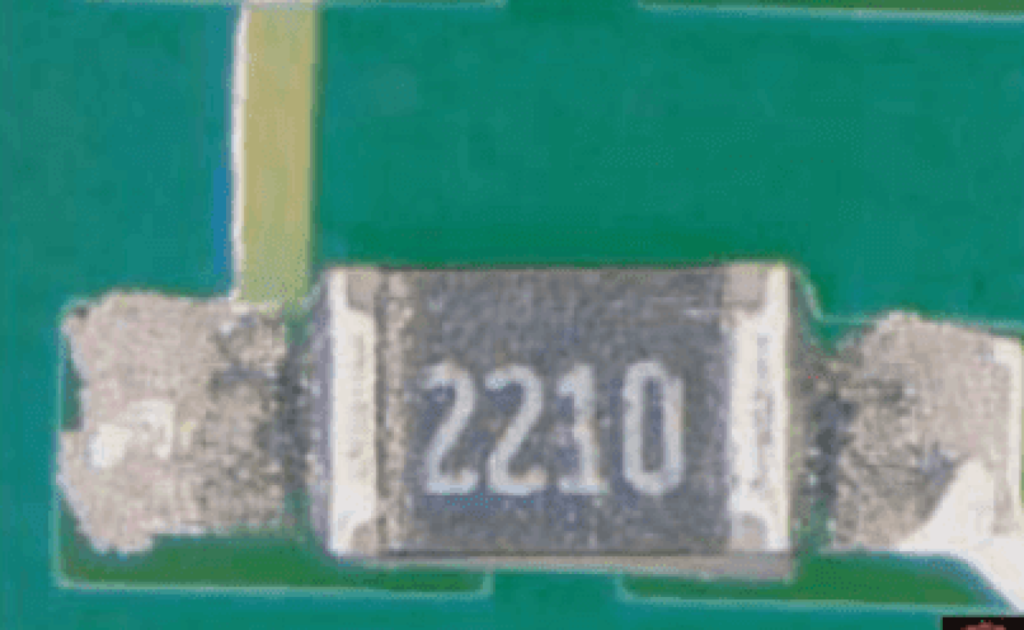
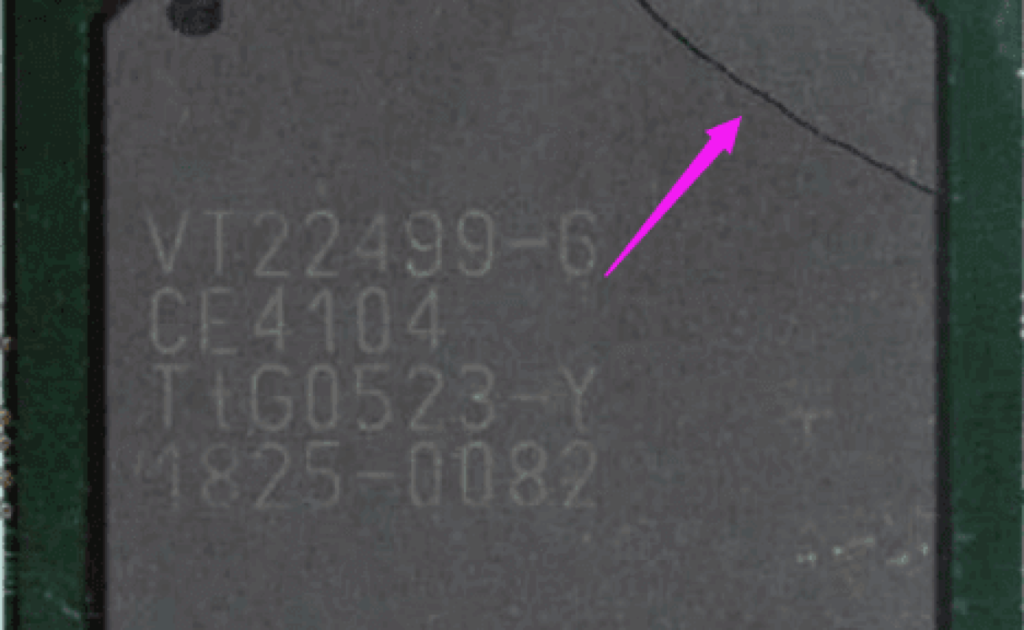
There is no damage to the surface. There are no scratches, cracks, chips, or broken lines on the component body. Identity markings are clearly identifiable.
The picture below showing the defect: The missing of metal plating at the top of the end is more than 50% (each end).
The picture below showing the defect: The missing of metal plating at the top of the end is more than 50% .
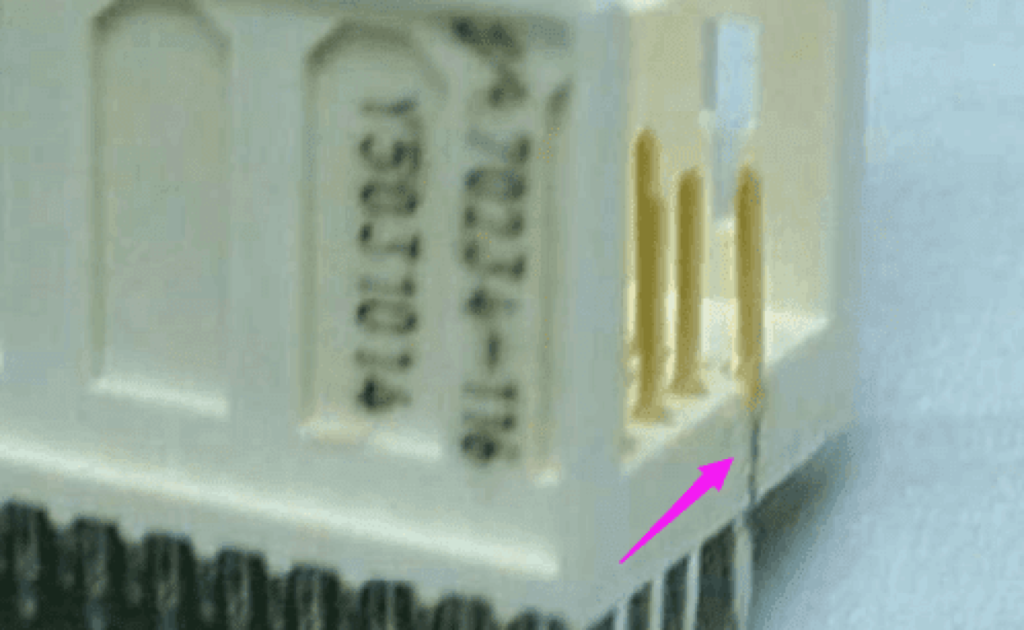
The picture below showing the process warning: There is a depression or notch in the plastic component body that does not extend to the seal of the pin or expose the inner functional essence.
Cracks or other deformations affect the mechanical integrity or function of the enclosure.
The distance between the bend of the contact pin and the center is greater than 25% of the thickness/diameter of the contact pin.
Scorching or other damage affect the shape or other functions of the disk loading.
Chips or cracks expose the substrates of the component or functional materials or affect hermeticity, integrity, form, assembly, or function.
The dents and scratches of the component body affect the form, assembly and function or exceed the manufacturer’s specifications.
Damage area with signs of amplification, such as cracks, sharp angles, heat fragile materials, etc.
Connect with us
Get an Instant Online Quote Today
Looking for reliable SMD assembly services? At ESPCBA, we’re your trusted partner for PCB fabrication, component sourcing, and electronic manufacturing. With over 16 years of experience, we’ve provided high-quality PCBs at competitive prices to over 1,000 customers worldwide. Our company is ISO9001:2015 certified and UL listed, and every product we deliver is 100% E-tested and inspected using AOI and X-ray to meet the highest standards. Get an instant quote from our sales team today, and let us handle the rest for you.